6 roughing (cycle 22, din/iso: g122), Cycle run, Roughing (cycle 22, din/iso: g122) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 199
ROUGHING (Cycle 22, DIN/ISO: G122)
7.6
7
TNC 640 | User's Manual Cycle Programming | 1/2015
199
7.6
ROUGHING (Cycle 22, DIN/
ISO: G122)
Cycle run
Use Cycle 22 ROUGHING to define the technology data for
roughing.
Before calling Cycle 22 you need to program further cycles:
Cycle 14 CONTOUR GEOMETRY or SEL CONTOUR
Cycle 20 CONTOUR DATA
Cycle 21 PILOT DRILLING, if necessary
Cycle run
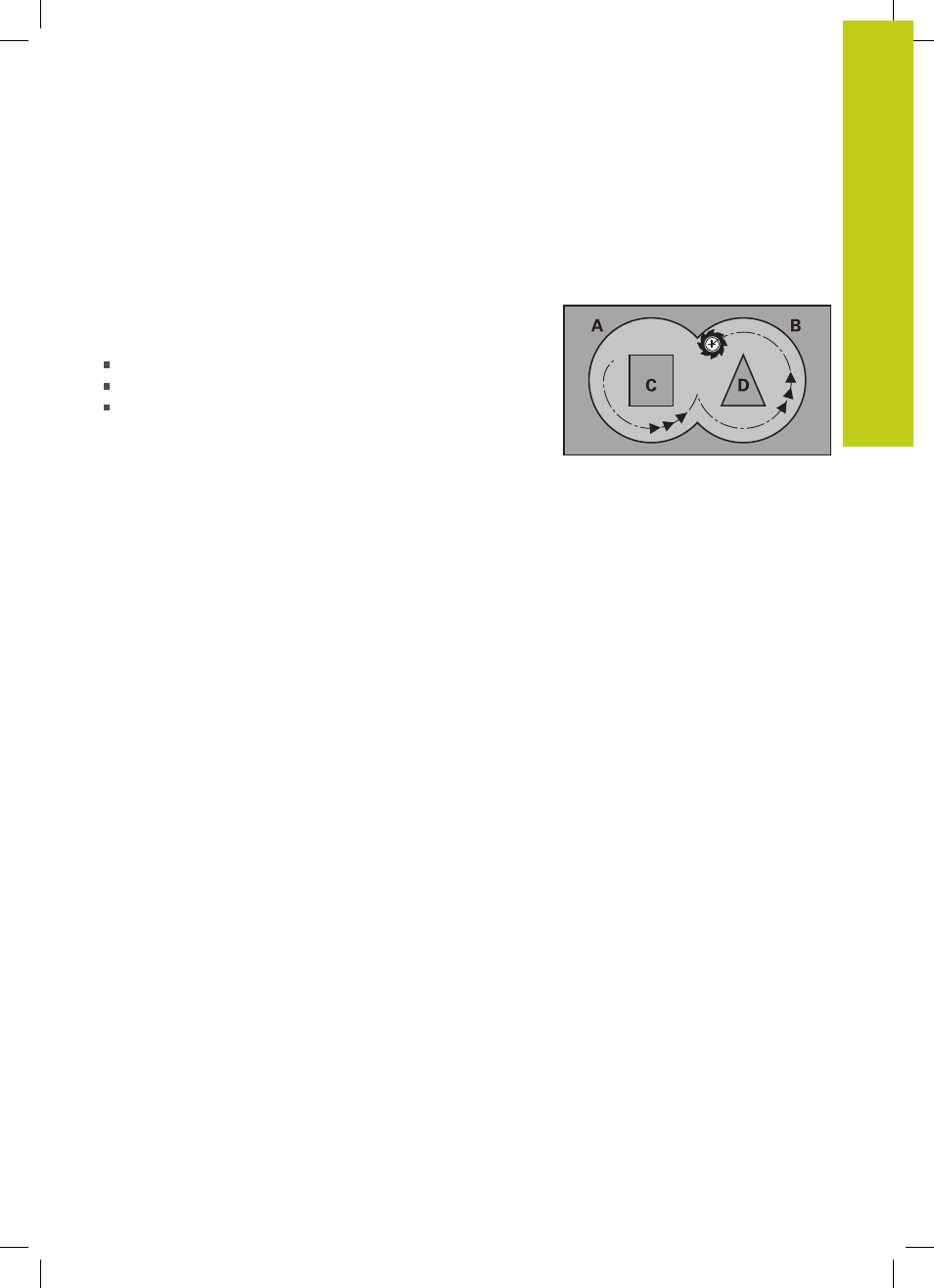
1 The TNC positions the tool over the cutter infeed point, taking
the allowance for side into account.
2 In the first plunging depth, the tool mills the contour from inside
outward at the milling feed rate.
3 First the island contours (C and D in the figure at right) are
rough-milled until the pocket contour (A, B) is approached.
4 In the next step the TNC moves the tool to the next plunging
depth and repeats the roughing procedure until the program
depth is reached.
5 Finally, the tool retracts in the tool axis to the clearance
height or to the position last programmed before the cycle.
This depends on the parameter ConfigDatum, CfgGeoCycle,
posAfterContPocket.