HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 292
Cycles: Special Functions
11.6
CONTOUR TURNING INTERPOLATION (Cycle 292, DIN/ISO: G292,
software option 96)
11
292
TNC 640 | User's Manual Cycle Programming | 1/2015
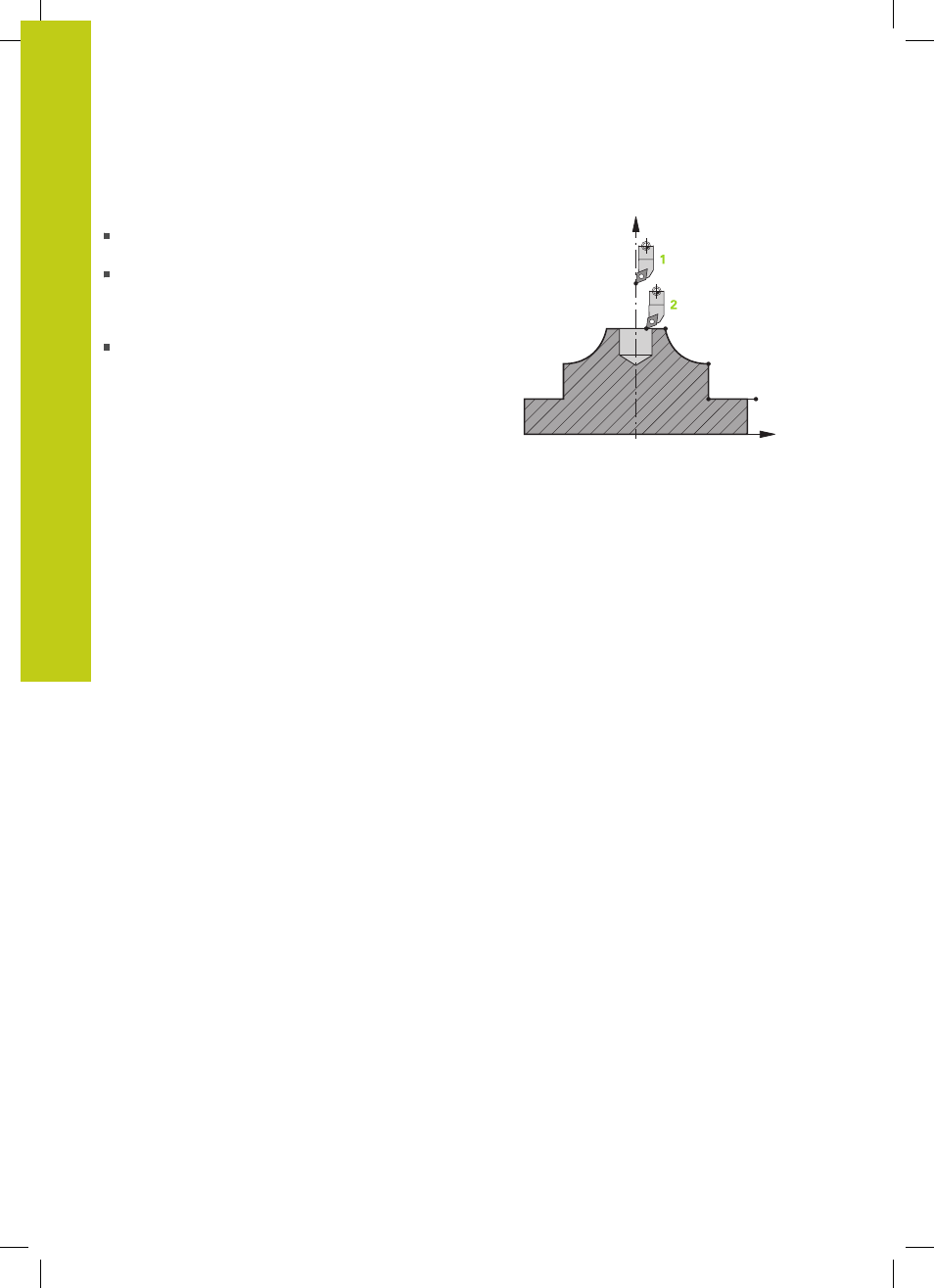
Outside machining
The center of rotation is the position of the tool in the
working plane at the time the cycle is called
1
After the cycle is started, neither the indexable
insert nor the spindle center must be moved into
the center of rotation.
Keep this in mind when
describing the contour!
2
The described contour is not automatically extended
by a set-up clearance. An extension of the contour
must be programmed in the subprogram. At the
beginning of the machining operation, the TNC
positions the tool at rapid traverse in the tool axis
direction to the contour starting point!
Make sure
that there is no material at the contour starting
point!
When programming an outside contour, please also
remember:
–
Program either monotonically increasing radial and
monotonically decreasing axial coordinates, e.g.
1-5
–
Or program monotonically decreasing radial and
monotonically increasing axial coordinates, e.g. 5-1
–
Program outside contours with a radius greater
than 0.
Z
X
1
2
3
4
5