Cycle parameters – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 297
COUPLING TURNING INTERPOLATION (Cycle 291, DIN/ISO: G291,
software option 96)
11.7
11
TNC 640 | User's Manual Cycle Programming | 1/2015
297
Cycle parameters
Spindle coupling (0, 1) Q560: Define whether
the tool spindle is coupled to the position of the
linear axes. When spindle coupling is active, a
cutting edge of the tool is oriented to the center of
rotation.
0
: Spindle coupling off
1
: Spindle coupling on
Angle of spindle Q336: The TNC orients the tool to
this angle before starting the machining operation. If
you are using a milling cutter, orient a cutting edge
to the center of rotation. If you have defined the
"ORI" value in the tool table, this value is also taken
into account for spindle orientation. Input range
0.000 to 360.000
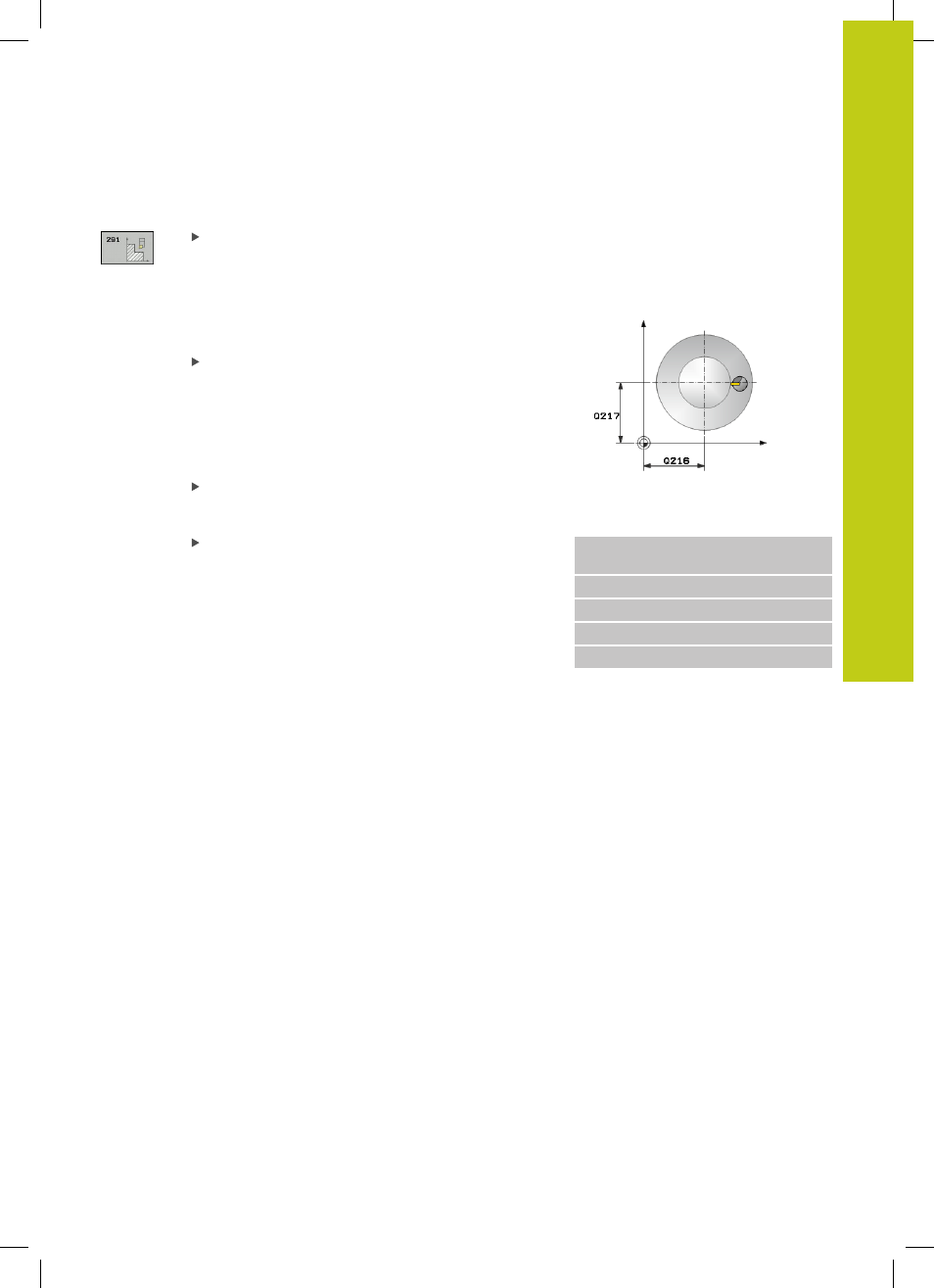
Center in 1st axis Q216 (absolute): Center of
rotation in the reference axis of the working plane.
Input range -99999.9999 to 99999.9999
Center in 2nd axis Q217 (absolute): Center of
rotation in the minor axis of the working plane. Input
range -99999.9999 to 99999.9999
NC blocks
64 CYCL DEF 291 COUPLING TURNING
INTERPOLATION
Q560=1
;SPINDLE COUPLING
Q336=0
;ANGLE OF SPINDLE
Q216=50
;CENTER IN 1ST AXIS
Q217=50
;CENTER IN 2ND AXIS