Yaskawa Yasnac PC NC User Manual
Page 81
YASNAC PC NC Operating Manual
Chapter 3: HMI Process Operation
3 - 29
•
Change O00001 to this:
O00001
G04P10.
M30
•
Position the text cursor at the beginning of the G04 line. Touch the Run At Cursor button.
The Run: Production screen will be shown once again.
•
Hit cycle start once. The NC will execute a 10 second dwell instead of a 100 second dwell.
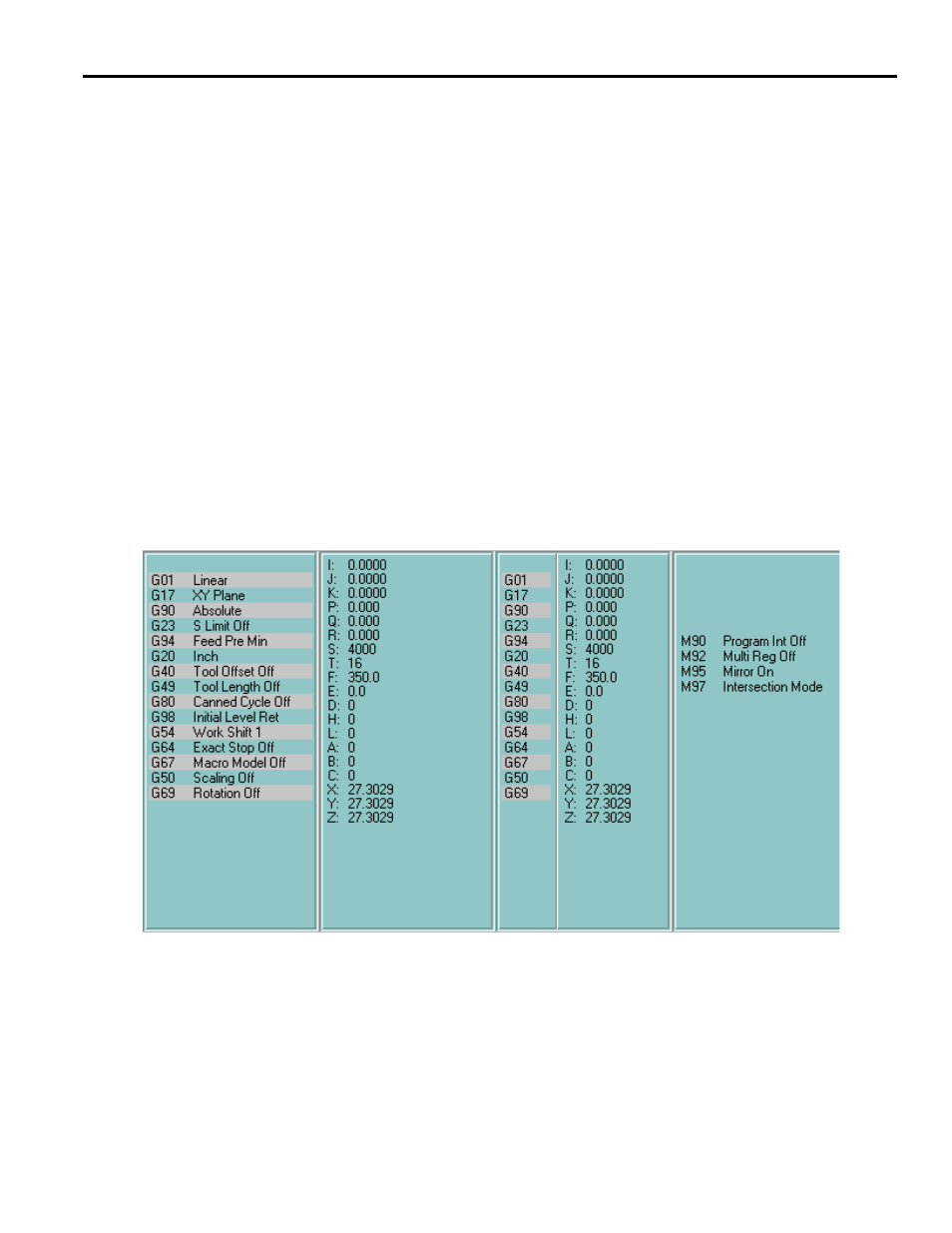
The G codes/ Aux Func display changes its appearance each time it is touched. The default view
shows active non-modal and modal (groups 1 -23) G codes. A list of all G codes is shown in
Table 3.3.2.2 on page 30. Placeholders for non-modal G codes are blank unless the CNC exe-
cutes the code. Each modal G code is followed by a short description. The next view shows com-
mand values, such as the commanded Feed, Speed,current H and D tool offsets. The subsequent
view displays both G codes and commanded values. The final view is active M codes followed by
short descriptions. A list of all M codes is shown in Table 3.3.2.1 on page 30. This sequence of
views is illustrated by Figure 3.3.2.2 on page 29.
If viewing this documentation online, click here to see the G Code Quick Reference.
Fig. 3.3.2.2
4 Views of the G-code Display Component