Yaskawa Yasnac PC NC User Manual
Page 50
YASNAC PC NC Operating Manual
Chapter 2: PC NC System Outline
2 - 29
Turn ON the AUTO MODE HANDLE OFFSET switch on the machine operation panel.
Select the axis to be moved with the HANDLE AXIS switch on the machine operation panel.
If the simultaneous 3-axis control (by using the pulse handles) is selected optionally, simulta-
neous 3-axis operation is allowed.
Select the axis feed distance per graduation of the pulse handle by placing the MANUAL
PULSE MULTIPLY switch on the machine operation panel at an appropriate position. By
this switch, it is possible to select 1, 10, or 100 pulses per graduation of the manual pulse gen-
erator.
When the pulse handle is turned during the execution of automatic operation, movement of
the axis which is selected in step above is added to the axis move distance specified in the
program. When the pulse handle is turned in the clockwise direction, the selected axis moves
in the positive direction and when it is turned in the counterclockwise direction, the axis,
moves in the negative direction.
Restart the automatic operation after turning the AUTO MODE HANDLE OFFSET switch
OFF. Succeeding operation is executed with the axis shifted by the pulse handle operation.
When the coordinate system set-up command (G92, etc.) is executed after, the shift amount is
not included, but the coordinate system is set according to the specified values.
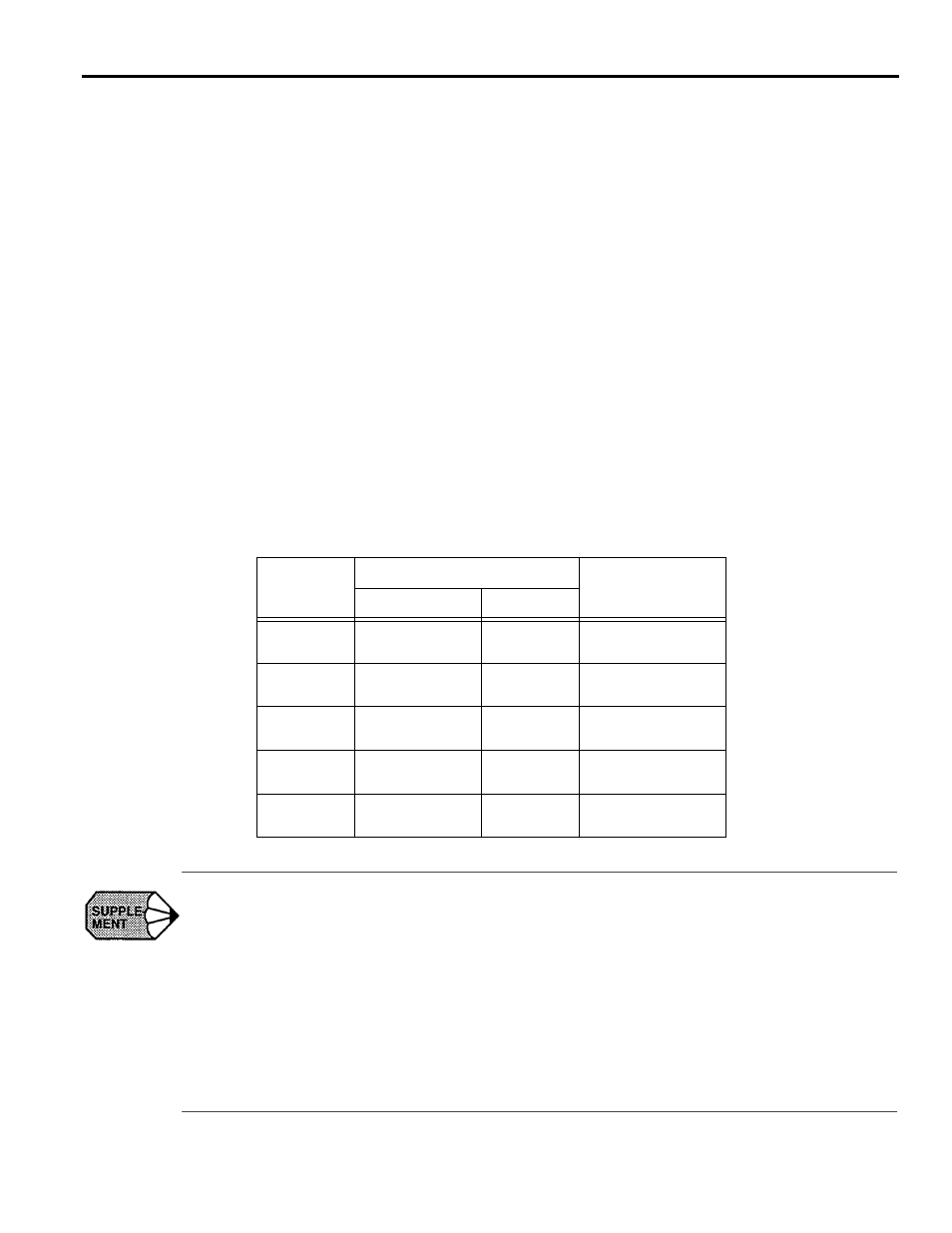
Table 2.8.2.1
Setting Valid/Invalid for AUTO MODE HANDLE OFFSET
1. If the NC is in an alarm state or the interlock input (see 1.2.4.) is ON, it is not possible
to move an axis by using the automatic mode handle offset function.
2. With parameter pm2003 D1, the condition necessary for moving an axis by using the
automatic mode handle offset function can be set.
pm2003 D1 = 0: Enabled during both rapid traverse and interpolation operation
pm2003 D1 = 1: Enabled only during interpolation operation.
3. The manual absolute function cannot be used in this function.
Axis
Parameter
Valid/Invalid
Number
Setting
X-axis
pm2002 D0
(HOFSX)
1
0
Valid
Invalid
Y-axis
pm2002 D1
(HOFSY)
1
0
Valid
Invalid
Z-axis
pm2002 D2
(HOFSZ)
1
0
Valid
Invalid
4th-axis
pm2002 D3
(HOFS4)
1
0
Valid
Invalid
5th-axis
pm2002 D4
(HOFS5)
1
0
Valid
Invalid