Lincoln Electric IM8000 CHECKPOINT User Manual
Page 134
Chapter 10. Assembly Listing Tab
Overview Report
10.4 CheckPoint™
User
Manual IM8000
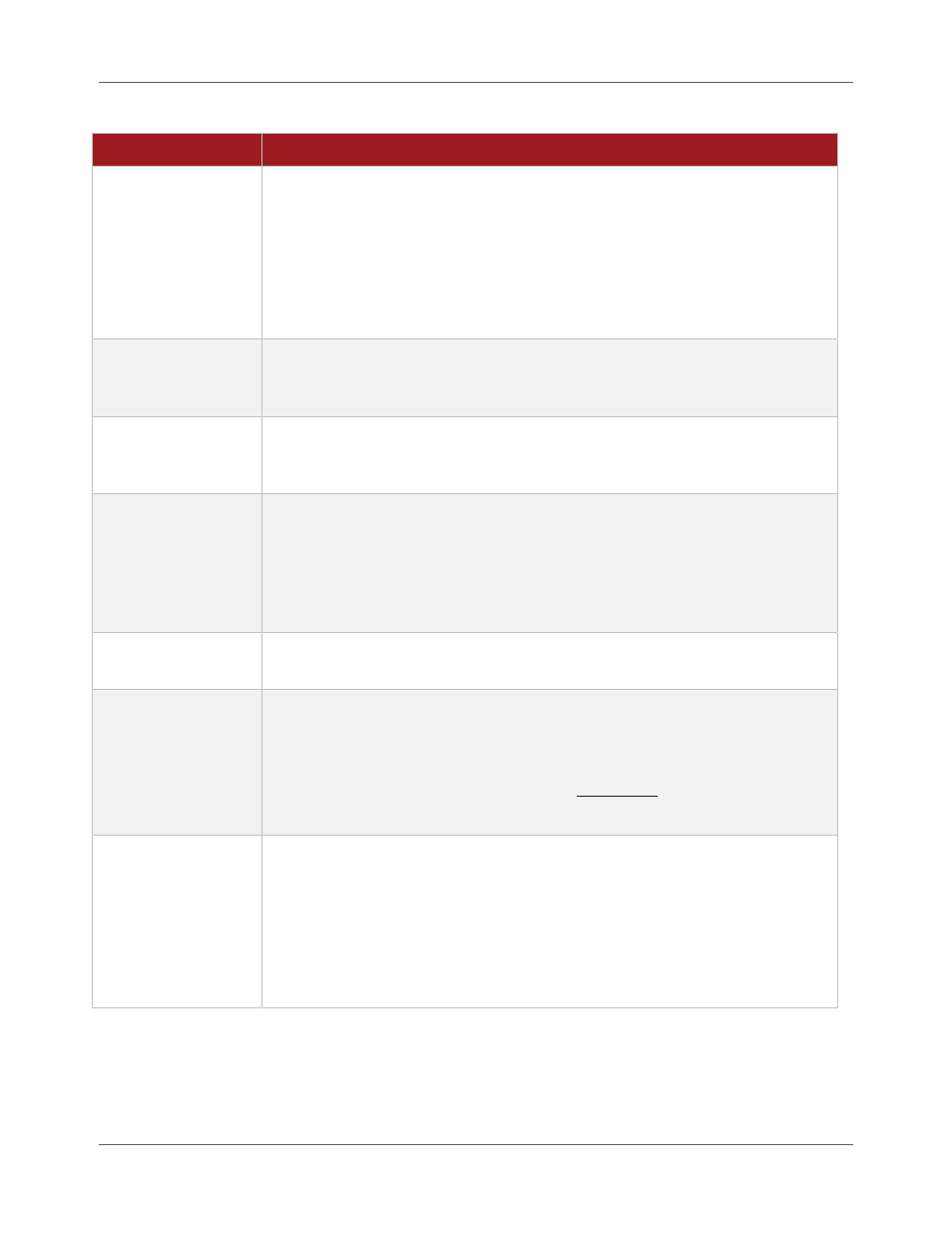
Table 10.2
Columns on the Assembly Drilldown
Field
Description
Start Time
The Start Time column reflects the date and time that the Weld Operator
clicked the Start button in Weld Sequencer for this instance of the Weld
Sequence (whether automatically at the end of the last instance of the
sequence or manually).
TIP |
Depending on the complexity of the Weld Sequence, some Weld
Sequences take longer than a single day to complete. Take this into
consideration when selecting time periods for your report.
End Time
This column displays the date and time that the Job Timer in Weld Sequencer
stops for this instance of the Weld Sequence. The Weld Operator could click
the Stop button or the sequence was aborted for some reason.
Welder
The Welder column displays only when you have a Container selected in the
Asset Tree. This column simply displays the name of the welder on which this
instance of the Weld Sequence was performed.
Cycle Time (min)
When a Weld Operator begins a sequence, they click the Start button in some
fashion (whether automatically at the end of the last one or manually). This
starts the Job Timer in Weld Sequencer. Once the Weld Operator completes
the sequence, the Job Timer stops. This is essentially how long the assembly
took to make. The Cycle Time column displays the time for this instance of the
Weld Sequence for you.
Arc Time (min)
The Arc Time column in the total arc times of the individual welds created
during this instance of the Weld Sequence.
Arc Duty Cycle
The Arc Duty Cycle is a calculation of how much time, out of the Cycle Time for
this instance of the Weld Sequence, was spent in Arc On time. CheckPoint™
provides you with a percentage using the following equation:
ܣݎܿ ܦݑݐݕ ܥݕ݈ܿ݁ =
ܣݎܿ ܶ݅݉݁
ܥݕ݈ܿ݁ ܶ݅݉݁
Welds/Expected
When a Weld Engineer creates the Weld Sequence, Weld Sequencer totals up
the number of welds expected. The Welds/Expected column displays the
current number of welds performed for this instance of the Weld Sequence,
along with the number of welds were expected.
NOTE |
If the Weld Engineer included one of the more flexible welding steps
in the sequence, the actual number of welds performed and the number of
welds expected may not match.