Lincoln Electric IM8000 CHECKPOINT User Manual
Page 123
Calculations of OEE in CheckPoint™
Chapter 9. Overall Equipment Efficiency (OEE)
IM8000 CheckPoint™
User
Manual
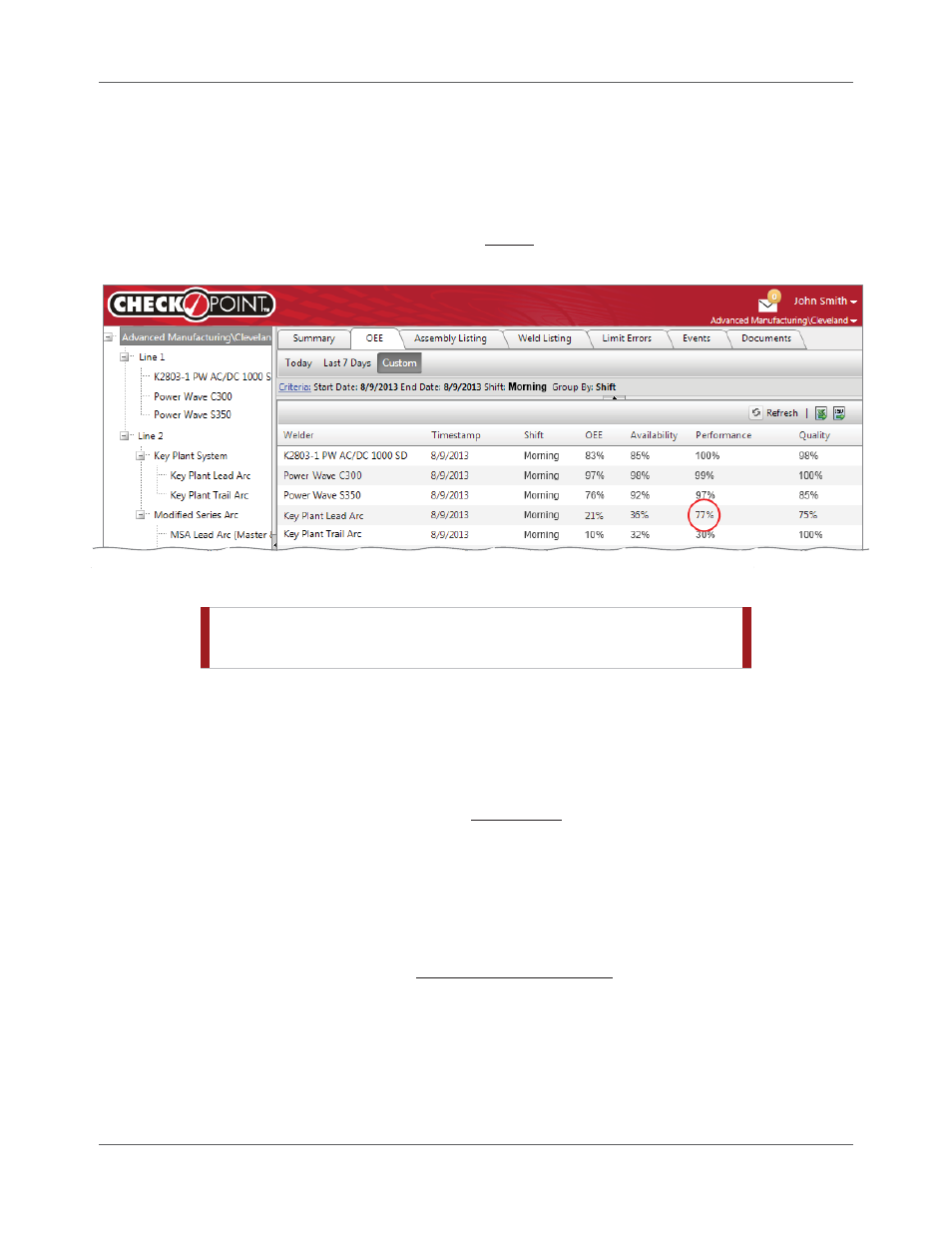
9.9
Each Welding Power Source reflects this same Planned Arc Time Per Hour. The Planned Arc On
Time for the entire shift is 8 hours x 30 minutes per hour, or 240 minutes.
Arc On Time: The total Arc On Time for the shift is the total Arc Time of the welds during that
shift, which was 185.46 minutes.
ܲ݁ݎ݂ݎ݉ܽ݊ܿ݁ =
185.46
240
= 77%
Figure 9.8 Performance Example
STOP |
If the CheckPoint™ administrator does not specify Planned
Arc Time Per Hour, the Performance factor will be 0%.
Quality Factor
The Quality factor in OEE takes into account Quality Loss, which accounts for produced pieces that do not
meet your quality standards, including pieces that require rework. The remaining time is called Fully
Productive Time. Our goal is to maximize Fully Productive Time.
ܳݑ݈ܽ݅ݐݕ =
ܩ݀ ܲ݅݁ܿ݁ݏ
ܶݐ݈ܽ ܲ݅݁ܿ݁ݏ
CheckPoint™ helps you monitor acceptable welds and flag those you consider unacceptable with limits you
set in the Weld Profiles and welds you train for WeldScore™. (See the Power Wave® Manager User
Manual.) CheckPoint™ uses your limits and WeldScore™ to determine the Quality factor. CheckPoint™
calculates the Quality factor for OEE using the following formula:
ܳݑ݈ܽ݅ݐݕ =
ܵݑ݉ ݂ ܰݎ݈݉ܽ݅ݖ݁݀ ܮ݅݉݅ݐݏ
ܶݐ݈ܽ ܮ݅݉݅ݐݏ ܧܾ݈݊ܽ݁݀
The Sum of Normalized Limits is the number of limits that were enabled AND where the limit for the weld
was within the parameters established in the Weld Profile for that weld. Each limit that meets both
conditions is counted as “1”. If the limit was enabled, but the weld was outside those parameters, the
number is “0”. The Sum of Normalized Limits in Table 9.3 would be “5.96”.