Stainless steel and aluminum n2 cutting, Stainless steel and aluminum n, Cutting -22 – Hypertherm HyIntensity Fiber Laser Rev.3 User Manual
Page 214: Cutting
Maintenance
4-22
HyIntensity Fiber Laser
Instruction Manual – 807090 Revision 3
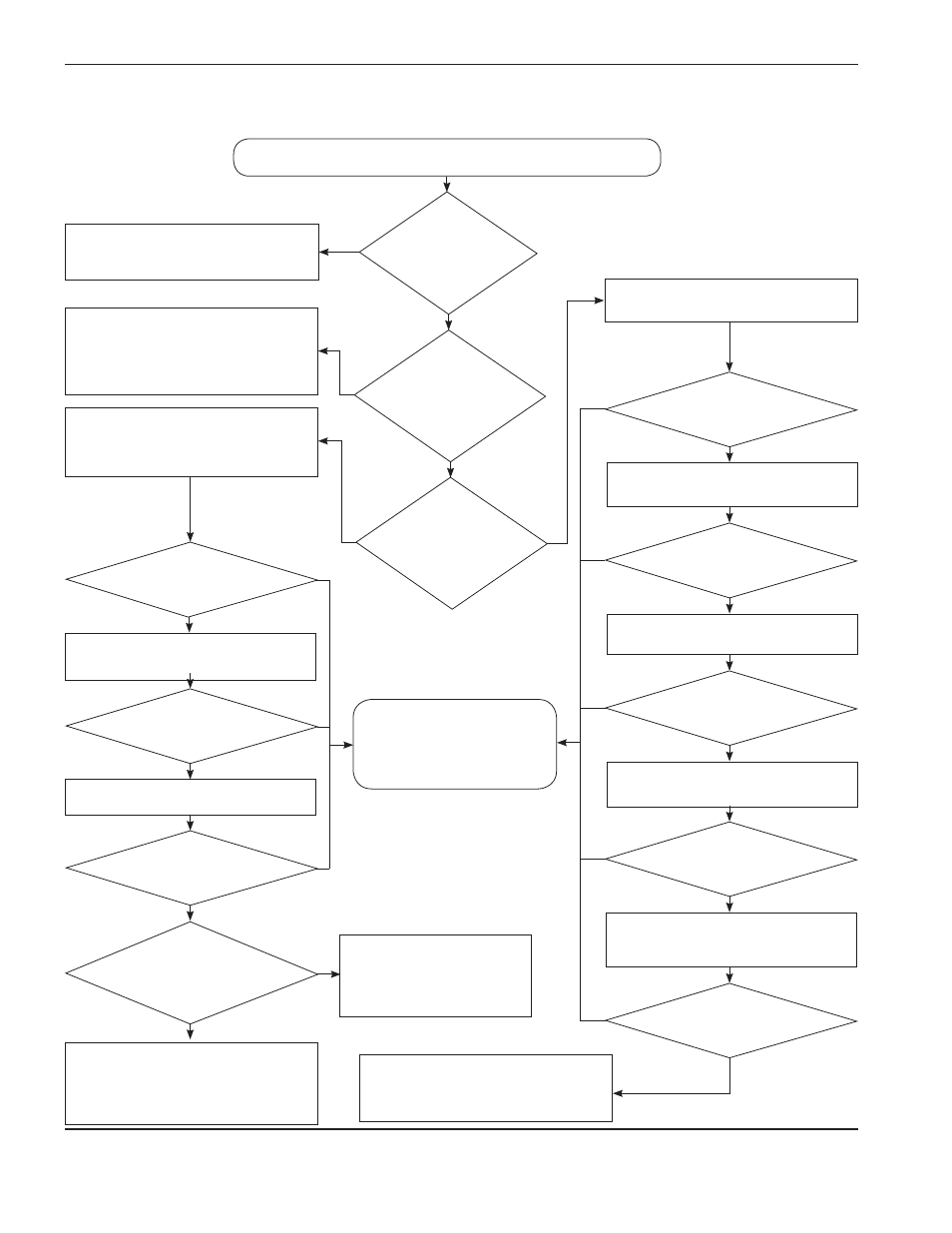
Stainless steel and aluminum N
2
cutting
Set to the closest available
process parameters.
Have you cut this
material before?
Yes
Are the
parameters set to the
cut charts or a process
used in the past?
Dross on stainless steel or aluminum
Is the dross only
present when cutting in a
certain direction?
Correct the parameters for pressure,
assist-gas type, focal position, cut
speed, nozzle size, nozzle type, nozzle-to-
workpiece height, and laser power.
Inspect nozzle for damage, dross
adhesion, beam centering, and orifice
condition.
Clean or replace.
Yes
Is the problem corrected?
Inspect lens for dirt or damage.
Clean or replace.
Verify proper height tracking.
Yes
Is the problem corrected?
Is the problem corrected?
Follow the procedure for uniform dross
reduction to try and eliminate the dross.
No
Continue cutting and
record new parameters
Adjust focal position.
Increase assist gas pressure.
Increase nozzle diameter.
Is the problem corrected?
Is the problem corrected?
Other possible causes:
• Contamination of collimator or
fiber optics
Decrease nozzle to workpiece height
Increase cut speed
Yes
No
No
No
No
No
No
No
No
No
Yes
Yes
Yes
Yes
Yes
Does the problem occur at the
start of a cut?
No
Yes
Is the problem corrected?
Is the problem corrected?
Is the problem corrected?
Yes
Add or increase creep time
at the start of the cut
to establish a kerf geometry.
No