Troubleshooting the gas console, Troubleshooting the gas console -19 – Hypertherm HyIntensity Fiber Laser Rev.3 User Manual
Page 211
Maintenance
HyIntensity Fiber Laser
Instruction Manual – 807090 Revision 3
4-19
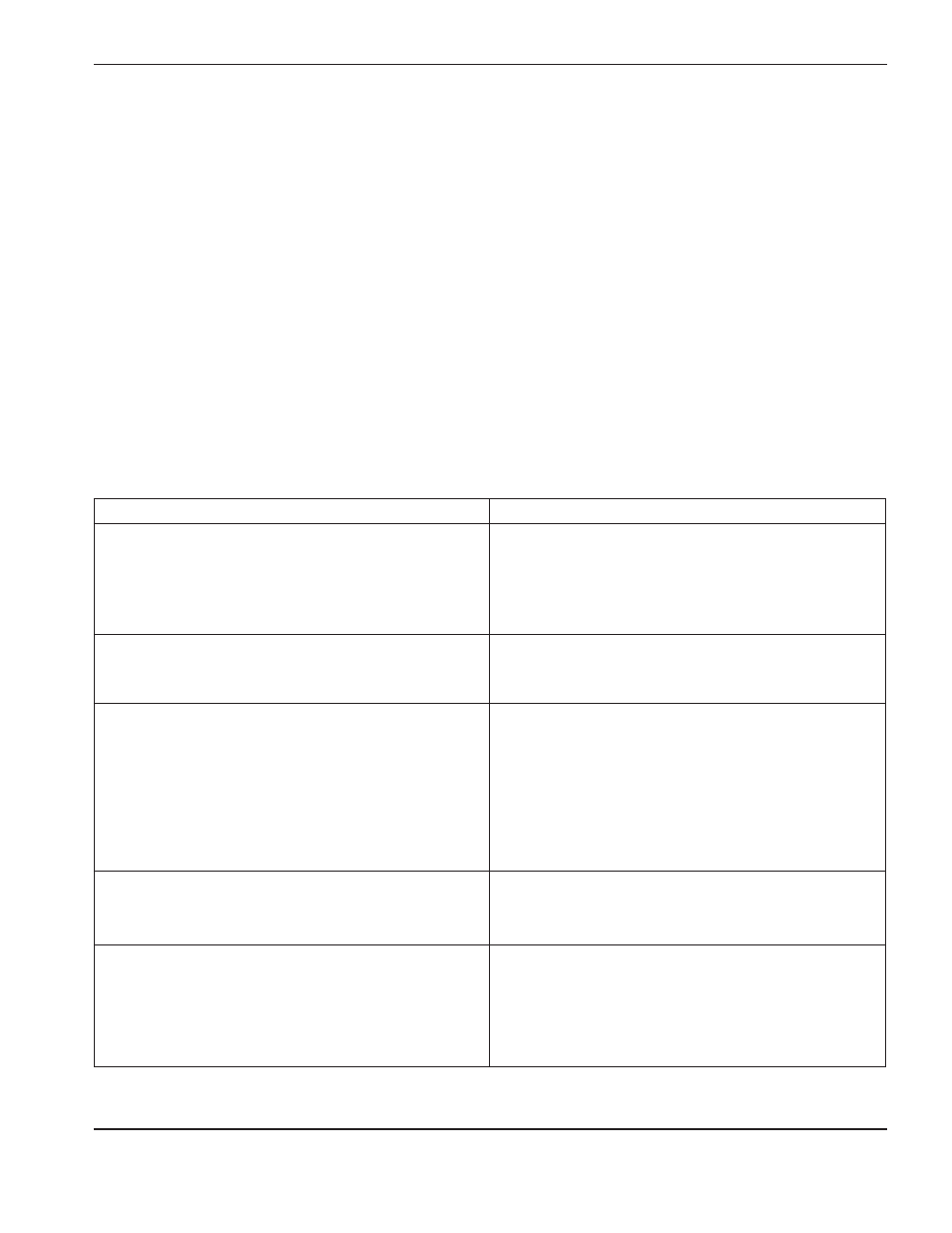
Problem
Solution
No side jet pressure during piercing
1. Verify that the side jet regulator is not in the “OFF”
position (turned fully counter clockwise).
2. Verify that the “pierce time” is not set to 0 sec in the
cut chart.
CNC reports Cut Gas Lost Error
Verify that the cut/pierce pressure in the cut chart is
greater than 0.3 bar (4.5 psi/30 kPa).
Low cut gas pressure (especially for high-pressure
nitrogen cutting)
1. Verify that the focusing lens is installed in the head
and that the circular sealing ring is installed in the
lens holder.
2. Verify the flow rate capability of the gas supply system;
even though supply pressure is within specifications,
this can drop dramatically if maximum flow rate
capabilities are exceeded.
The screen on the laser head controller shows the correct
pressure but there is no gas flow at the nozzle for nitrogen
cutting.
Verify the compressed air supply as detailed above.
Gas pressure fluctuates periodically
This problem can occur with a small nozzle bore and gas
pressure set at a low level. Example: A 1 mm nozzle and
the cut pressure set at 0.5 bar (7.3 psi/50 kPa). Choose
higher cut gas pressure, or use a larger nozzle if these
factors do not affect cut quality/speed.
troubleshooting the gas console
The compressed air supply must remain within specifications for proper operation of the gas console. If the compressed
air supply is interrupted for any reason, it can result in several fault conditions with varying symptoms. If any gas supply
problem is encountered, the first troubleshooting step should always be to check the compressed air supply to the
gas console. For all the problems listed in the table below, it will be assumed that this and other obvious checks have
been performed.
Common troubleshooting steps:
1. Check compressed air supply pressure
2. Ensure that the air input filter/regulator is set to outlet pressure of 0.5 MPa (75 psi)
3. Check cut gas supply pressure
4. Inspect gas hoses for kinks or other restrictions.