Hfl010 (1.0 kw) mild steel* cut chart - english – Hypertherm HyIntensity Fiber Laser Rev.3 User Manual
Page 160
setup and OperatiOn
3-52
Hypertherm Fiber Laser
Instruction Manual – 807090 Revision 3
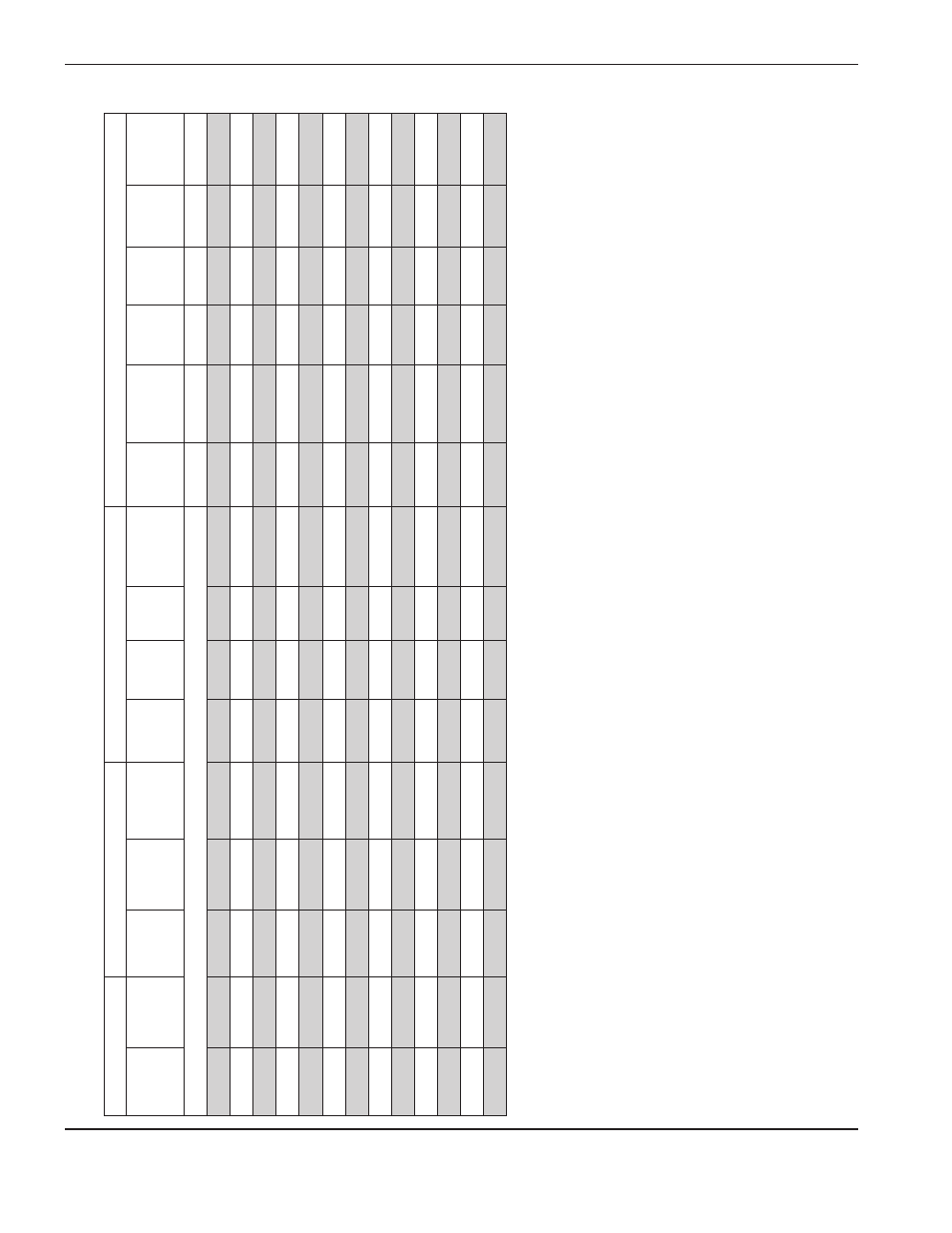
HFL010 (1.0 kW) Mild Steel* cut chart - English
thickness
Nozzle
Pierce Parameters
Cut Parameters
Decimal
(in)
Gauge
and
Fraction
Size and
Type (mm)
Part
Number
Extension
(mm)
Height
(in)
Duty Cycle (%)
Time (sec)
Pressure
(psig)
Creep T
ime (sec)
Pressure
(psig)
Height
(in)
Kerf (in)
Power (W)
Feedrate
(ipm)
Marking all thic
knesses
0.0
15
0.12
0
15
0
15
0
0.0
18
26 GA
1.0
021
09
6
20
0.0
6
10
0
0.2
30
0.1
75
0.0
4
0.00
8
1000
45
0
0.03
6
20 GA
1.0
021
09
6
20
0.0
6
10
0
0.2
30
0.1
75
0.0
4
0.00
8
1000
37
5
0.0
48
18 GA
1.0
021
09
6
20
0.0
6
10
0
0.2
30
0.1
75
0.0
4
0.00
8
1000
325
0.0
60
16 GA
1.0
021
09
6
20
0.0
6
10
0
0.2
30
0.1
75
0.0
4
0.00
8
1000
27
5
0.0
75
14 GA
1.0
021
09
6
20
0.0
6
10
0
0.2
30
0.1
75
0.0
4
0.00
8
1000
17
5
0.1
05
12 GA
1.0
021
09
6
24
0.12
10
0
0.5
8
0.2
8
0.0
4
0.0
14
1000
115
0.125
1/8 in
1.0
021
09
6
23
0.12
10
0
0.5
8
0.2
8
0.0
4
0.0
14
1000
85
0.135
10 GA
1.0
021
09
6
23
0.12
10
0
0.5
8
0.2
8
0.0
4
0.0
14
1000
80
0.16
4
8 GA
D1.2
0211
02
23
0.12
10
0
0.5
8
0.2
8
0.0
4
0.0
14
1000
70
0.18
8
3/16 in
D1.2
0211
02
23
0.12
10
0
0.5
8
0.2
8
0.0
4
0.0
14
1000
65
0.25
0
1/4 in
D1.5
0211
03
23
0.18
90
2.0
7
0.2
8
0.0
4
0.0
14
1000
45
0.313
5/16 in
D1.5
0211
03
23
0.18
90
3.0
7
0.3
8
0.0
4
0.0
14
1000
36
0.3
75
3/8 in
D2.0
0211
04
23
0.20
90
4.0
7
0.5
8
0.0
4
0.0
14
1000
30
D = Dual flow nozzle * Oxygen assist gas