Hypertherm HyIntensity Fiber Laser Rev.3 User Manual
Page 152
setup and OperatiOn
3-44
Hypertherm Fiber Laser
Instruction Manual – 807090 Revision 3
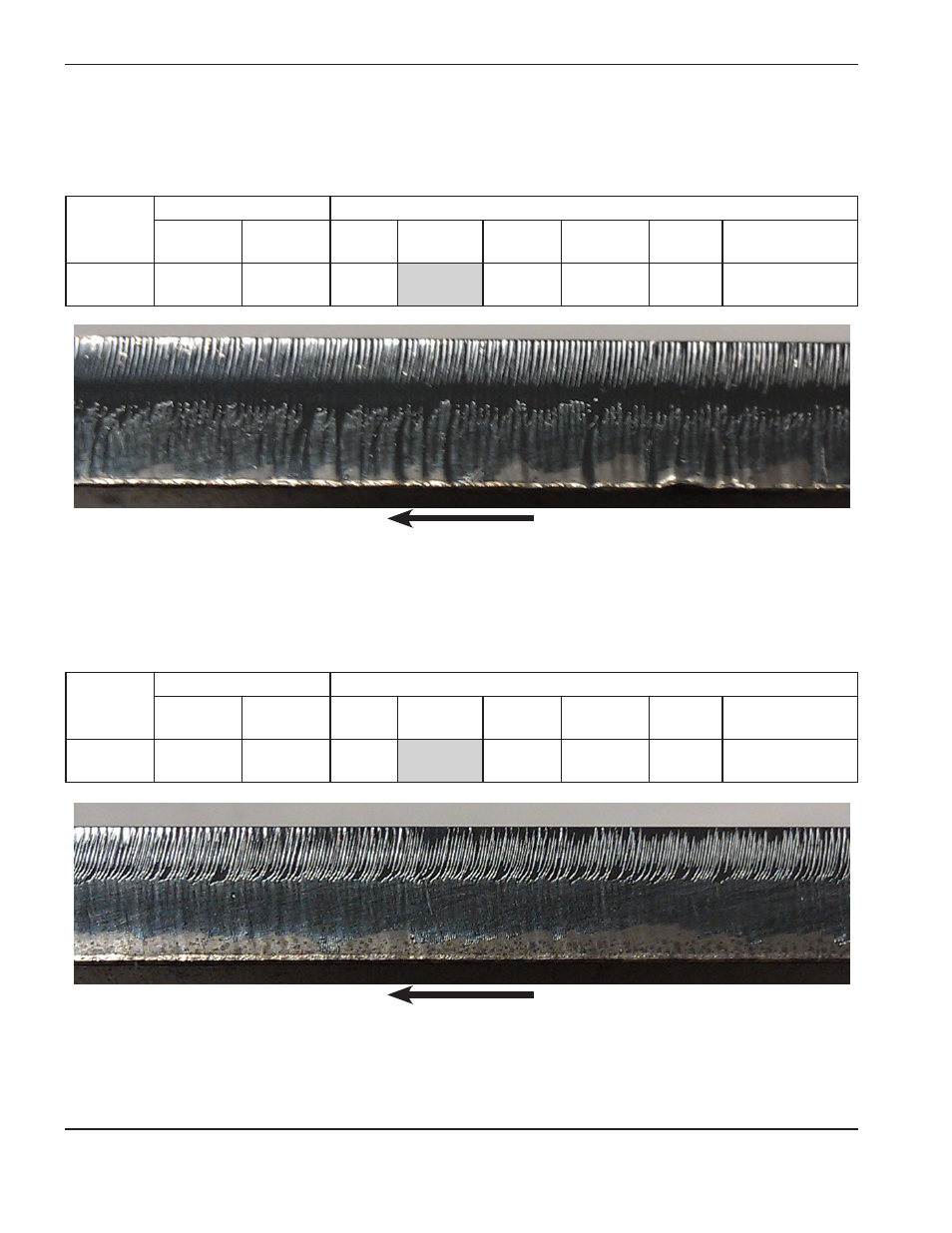
Example 4: Gas pressure increased from 0.55 bar (8 psi) to 0.83 bar (12 psi)
In this example, too much oxygen is causing the cut to become too hot. Both the top and bottom lines are too deep and
not uniform.
thickness
Nozzle
Cut parameters
type and
size (mm)
Nozzle
extension
Creep
time
Cut
pressure
Cut
height
Kerf
width
Cut
power
Cut
speed
6 mm
(0.25 in.)
D1.5
23 mm
0.2 sec
0.83 bar
(12 psi)
1 mm
(0.04 in.)
0.35 mm
(0.014 in.)
2000 W
1800 mm/min
(72 in./min)
Cut direction
Example 5: Gas pressure decreased from 0.55 bar (8 psi) to 0.41 bar (6 psi)
In this example, there is not enough oxygen to keep up with the cutting process. The top lines are leading too much, the
bottom lines are very smooth, there is not enough oxygen to cut consistently, and there is no oxidation on the bottom of
the cut.
thickness
Nozzle
Cut parameters
type and
size (mm)
Nozzle
extension
Creep
time
Cut
pressure
Cut
height
Kerf
width
Cut
power
Cut
speed
6 mm
(0.25 in.)
D1.5
23 mm
0.2 sec
0.41 bar
(6 psi)
1 mm
(0.04 in.)
0.35 mm
(0.014 in.)
2000 W
1800 mm/min
(72 in./min)
Cut direction