Hypertherm HyIntensity Fiber Laser Rev.3 User Manual
Page 151
setup and OperatiOn
HyIntensity Fiber Laser
Instruction Manual – 807090 Revision 3
3-43
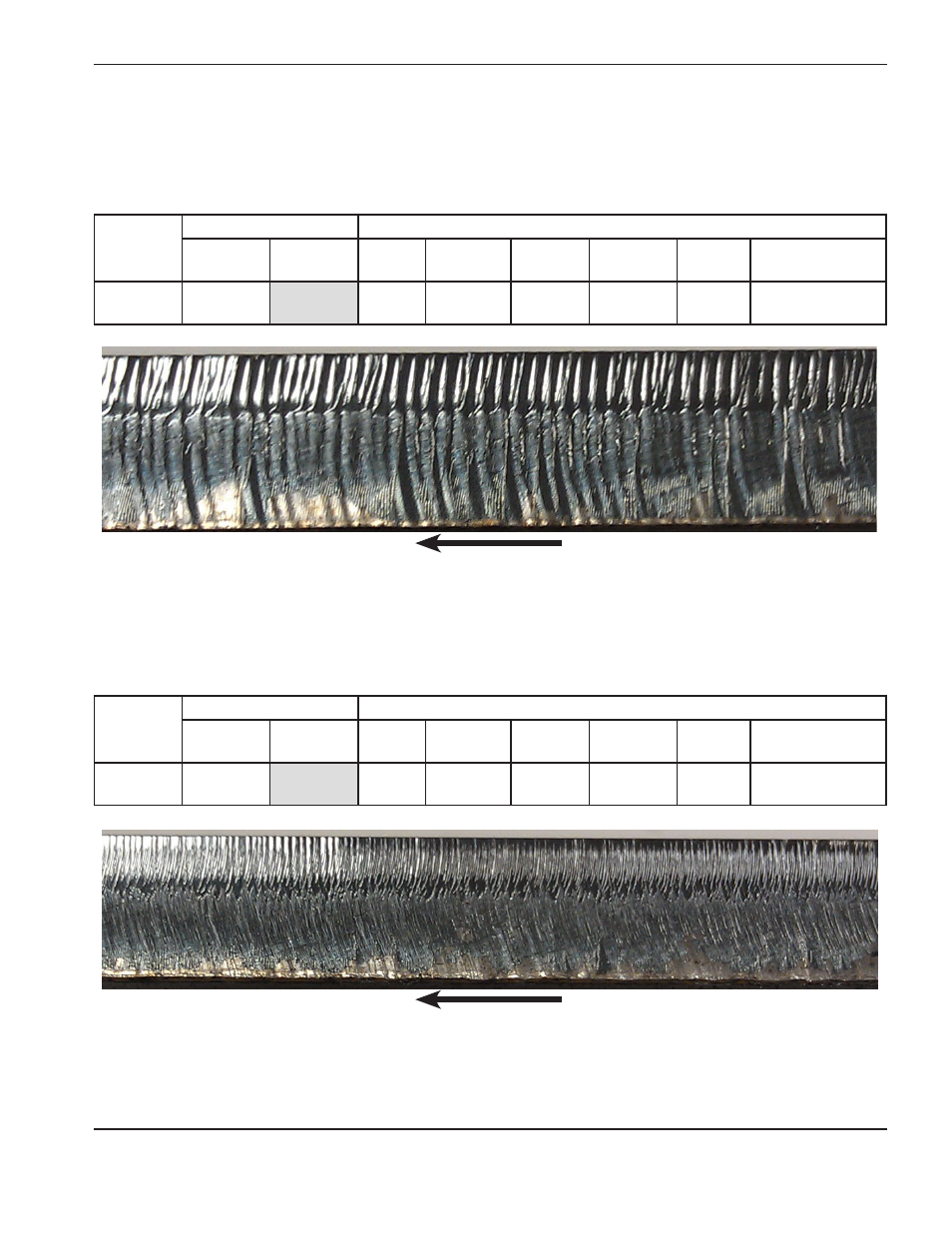
Example 2: Nozzle extension increased from 23 mm to 26 mm
In this example, the size of the laser beam at the top of the cut is too large, melting too much of the steel during cutting.
The top cut lines are not uniform and too rough. The bottom cut lines are not uniform, are trailing the cut more, and are
too rough.
thickness
Nozzle
Cut parameters
type and
size (mm)
Nozzle
extension
Creep
time
Cut
pressure
Cut
height
Kerf
width
Cut
power
Cut
speed
6 mm
(0.25 in.)
D1.5
26 mm
0.2 sec
0.55 bar
(8 psi)
1 mm
(0.04 in.)
0.35 mm
(0.014 in.)
2000 W
1800 mm/min
(72 in./min)
Cut direction
Example 3: Nozzle extension decreased from 23 mm to 21 mm
In this example, the size of the laser beam at the top of the cut is too small, causing a very narrow kerf. The top lines are
very smooth and uniform. The bottom lines are trailing and the narrow kerf is not allowing enough oxygen to enter the
cut.
thickness
Nozzle
Cut parameters
type and
size (mm)
Nozzle
extension
Creep
time
Cut
pressure
Cut
height
Kerf
width
Cut
power
Cut
speed
6 mm
(0.25 in.)
D1.5
21 mm
0.2 sec
0.55 bar
(8 psi)
1 mm
(0.04 in.)
0.35 mm
(0.014 in.)
2000 W
1800 mm/min
(72 in./min)
Cut direction