Mild steel, Mild steel -42 – Hypertherm HyIntensity Fiber Laser Rev.3 User Manual
Page 150
setup and OperatiOn
3-42
Hypertherm Fiber Laser
Instruction Manual – 807090 Revision 3
Mild steel
This section describes how to adjust laser-cutting settings for certain thicknesses of mild steel.
Note: The cut chart in this section applies to a 2000 W system. Your cut chart may be different. You can compare your
cut to the photos in these examples regardless of the power of your system.
Optimizing cut quality for 6 mm (0.25 inch) mild steel (oxygen assisted)
The following pages show 6 mm (0.25 inch) mild steel cut at factory settings and examples of the same part cut with
one variable changed to produce a bad cut.
Note: The photos in the following examples are magnified four to eight times for clarity.
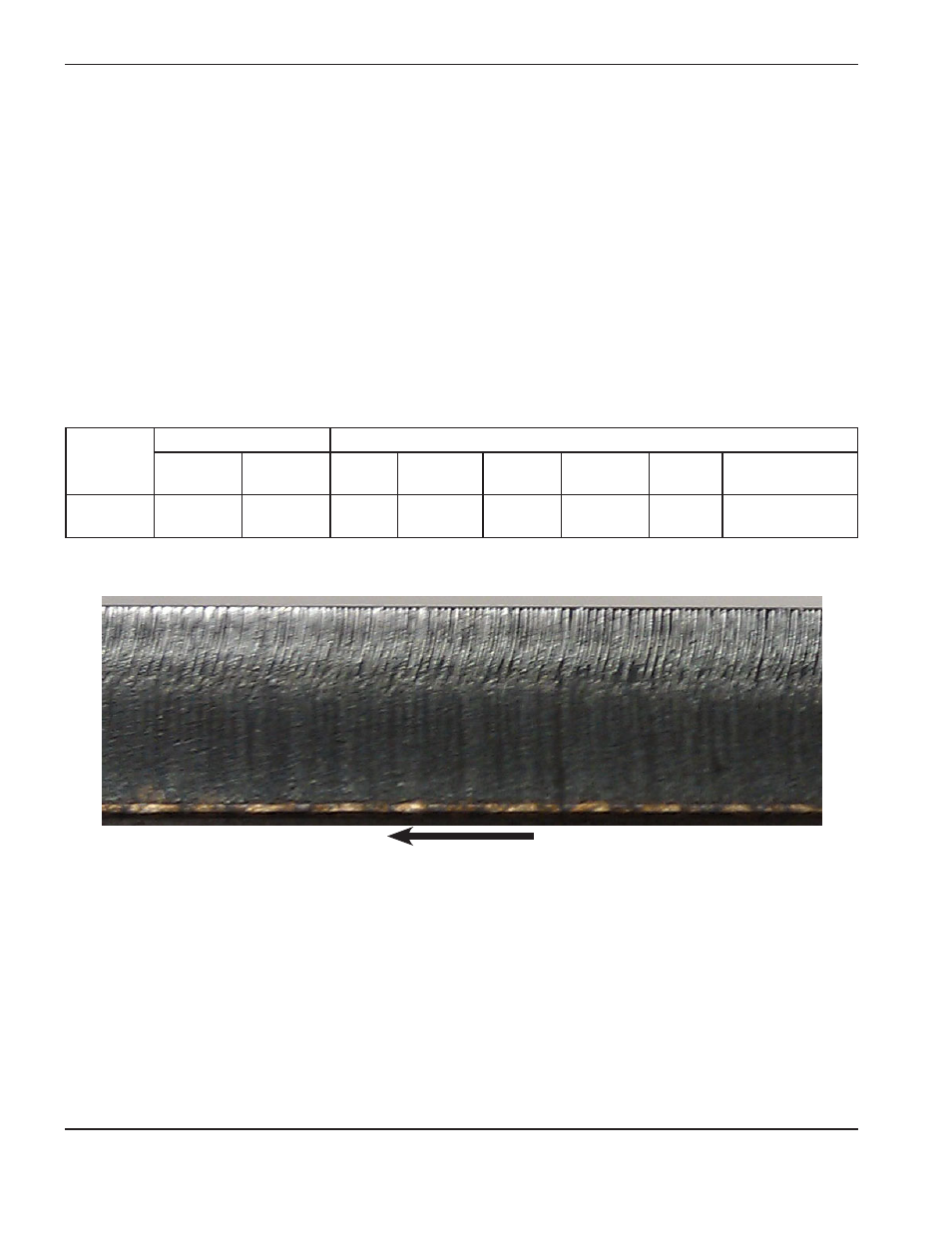
Example 1: Factory cut chart settings used
In this example, the chosen settings produce a good cut. The top of the cut is very uniform with short, well defined lines
that slightly lead the cut. The bottom of the cut has very uniform vertical cut lines.
thickness
Nozzle
Cut parameters
type and
size (mm)
Nozzle
extension
Creep
time
Cut
pressure
Cut
height
Kerf
width
Cut
power
Cut
speed
6 mm
(0.25 in.)
D1.5
23 mm
0.2 sec
0.55 bar
(8 psi)
1 mm
(0.04 in.)
0.35 mm
(0.014 in.)
2000 W
1800 mm/min
(72 in./min)
Cut direction