Face milling: 3d compensation with tcpm – HEIDENHAIN TNC 640 (34059x-02) User Manual
Page 450
Programming: Multiple Axis Machining
12.6 Three-dimensional tool compensation (software option 2)
12
450
TNC 640 | User's Manual
HEIDENHAIN Conversational Programming | 5/2013
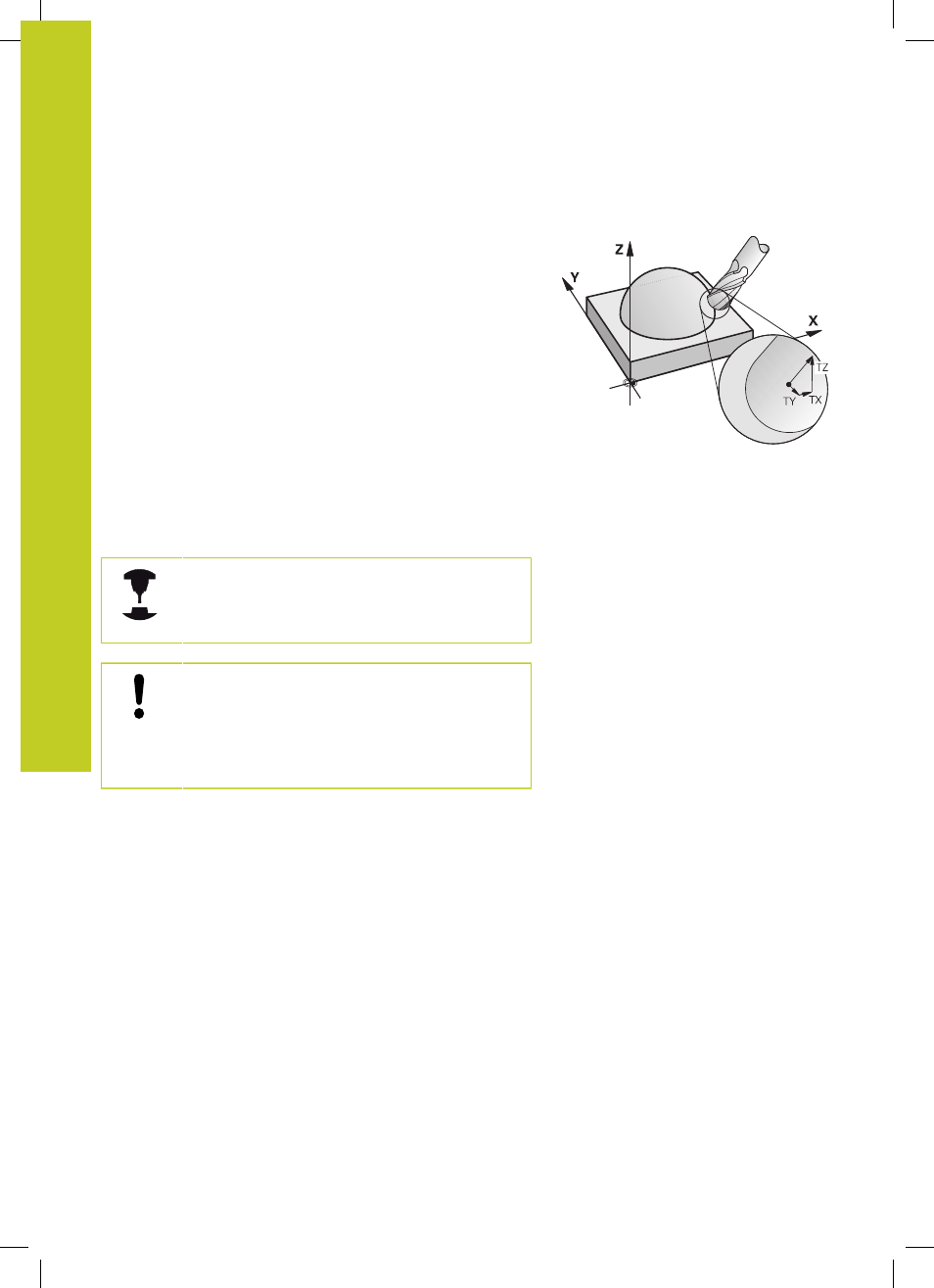
Face Milling: 3D compensation with TCPM
Face milling is a machining operation carried out with the front face
of the tool. A three-dimensional compensation is carried out during
five-axis machining if the NC program contains surface-normal
vectors and
TCPM or M128 is active. In this case, the RL/RR radius
compensation must not be active. The TNC displaces the tool in
the direction of the surface-normal vectors by the sum of the delta
values (tool table and
TOOL CALL).
If
TCPM (See "Maintaining the position of the tool tip when
positioning with tilted axes (TCPM): M128 (software option 2)",
page 437) is active, the TNC maintains the tool perpendicular to the
workpiece contour if no tool orientation is programmed in the
LN
block.
If there is a tool orientation
T defined in the LN block and M128
(or
TCPM FUNCTION) is active at the same time, then the TNC will
position the rotary axes automatically so that the tool can reach
the defined orientation. If you have not activated
M128 (or TCPM
FUNCTION), then the TNC ignores the direction vector T, even if it
is defined in the
LN block.
The TNC is not able to automatically position the
rotary axes on all machines. Refer to your machine
manual.
Danger of collision!
On machines whose rotary axes only allow limited
traverse, sometimes automatic positioning can
require the table to be rotated by 180°. In this case,
make sure that the tool head does not collide with
the workpiece or the clamps.