Example: group of holes with several tools, Programming examples 8.6 – HEIDENHAIN TNC 640 (34059x-02) User Manual
Page 275
Programming examples
8.6
8
TNC 640 | User's Manual
HEIDENHAIN Conversational Programming | 5/2013
275
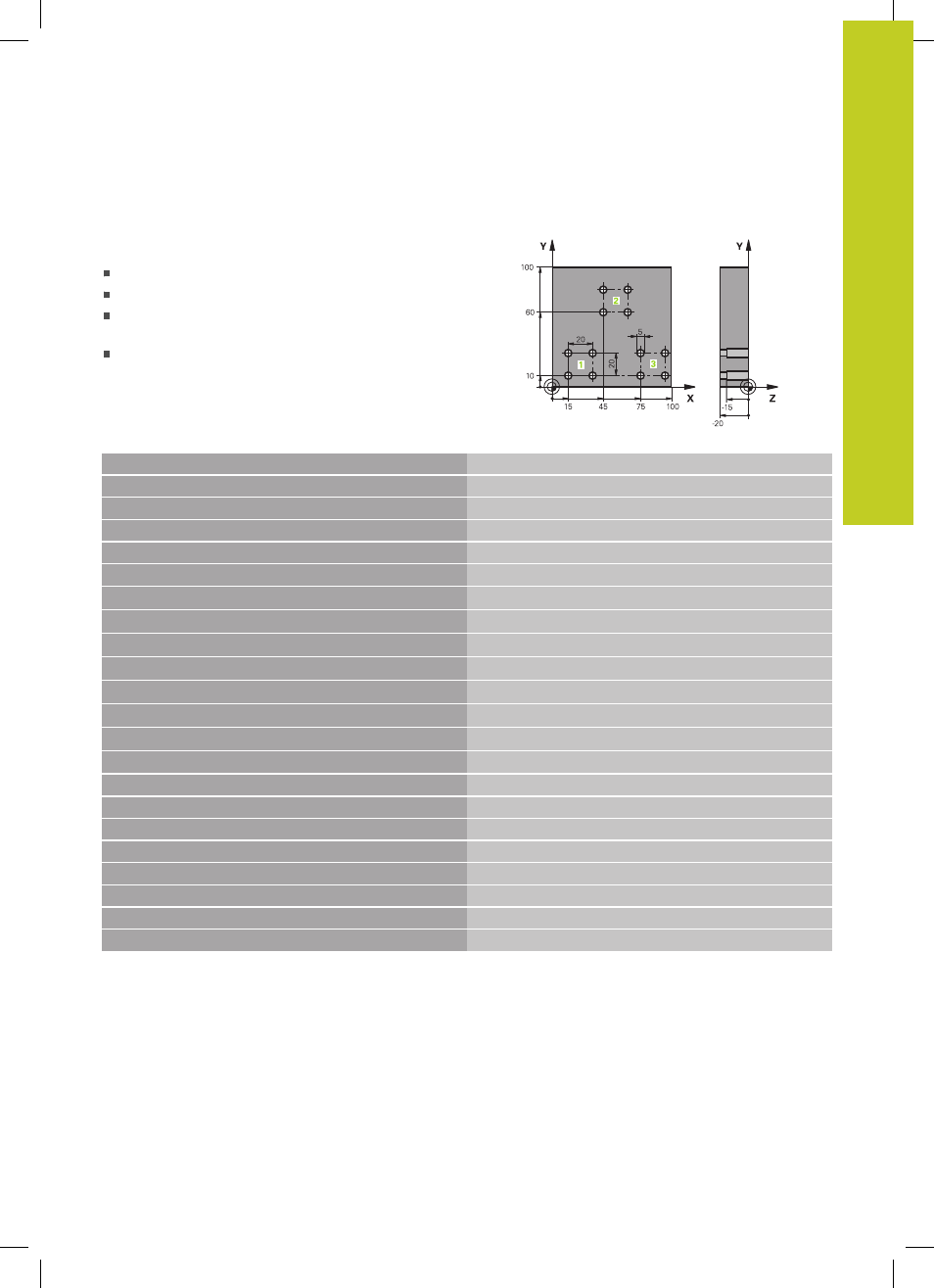
Example: Group of holes with several tools
Program sequence:
Program the fixed cycles in the main program
Call the entire hole pattern (subprogram 1)
Approach the groups of holes in subprogram 1, call
group of holes (subprogram 2)
Program the group of holes only once in subprogram
2
0 BEGIN PGM UP2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S5000
Call tool: center drill
4 L Z+250 R0 FMAX
Retract the tool
5 CYCL DEF 200 DRILLING
Define the CENTERING cycle
Q200=2
;SET-UP CLEARANCE
Q202=-3
;DEPTH
Q206=250
;FEED RATE FOR PLNGNG
Q202=3
;PLUNGING DEPTH
Q210=0
;DWELL TIME AT TOP
Q203=+0
;SURFACE COORDINATE
Q204=10
;2ND SET-UP CLEARANCE
Q211=0.25
;DWELL TIME AT BOTTOM
6 CALL LBL 1
Call subprogram 1 for the entire hole pattern
7 L Z+250 R0 FMAX M6
Tool change
8 TOOL CALL 2 Z S4000
Call tool: drill
9 FN 0: Q201 = -25
New depth for drilling
10 FN 0: Q202 = +5
New plunging depth for drilling
11 CALL LBL 1
Call subprogram 1 for the entire hole pattern
12 L Z+250 R0 FMAX M6
Tool change
13 TOOL CALL 3 Z S500
Call tool: reamer