5 function tcpm (software option 2), Function, Defining the tcpm function – HEIDENHAIN TNC 640 (34059x-02) User Manual
Page 442: Function tcpm (software option 2)
Programming: Multiple Axis Machining
12.5 FUNCTION TCPM (software option 2)
12
442
TNC 640 | User's Manual
HEIDENHAIN Conversational Programming | 5/2013
12.5
FUNCTION TCPM (software option 2)
Function
The machine geometry must be specified by the
machine tool builder in the description of kinematics.
For tilted axes with Hirth coupling:
Only change the position of the tilted axis after
retracting the tool. Otherwise you might damage the
contour when disengaging from the coupling.
Before positioning with
M91 or M92 and before a
TOOL CALL: Reset TCPM FUNCTION.
To avoid contour gouging you must use only
spherical cutters with
TCPM FUNCTION.
The tool length must refer to the spherical center of
the tool tip.
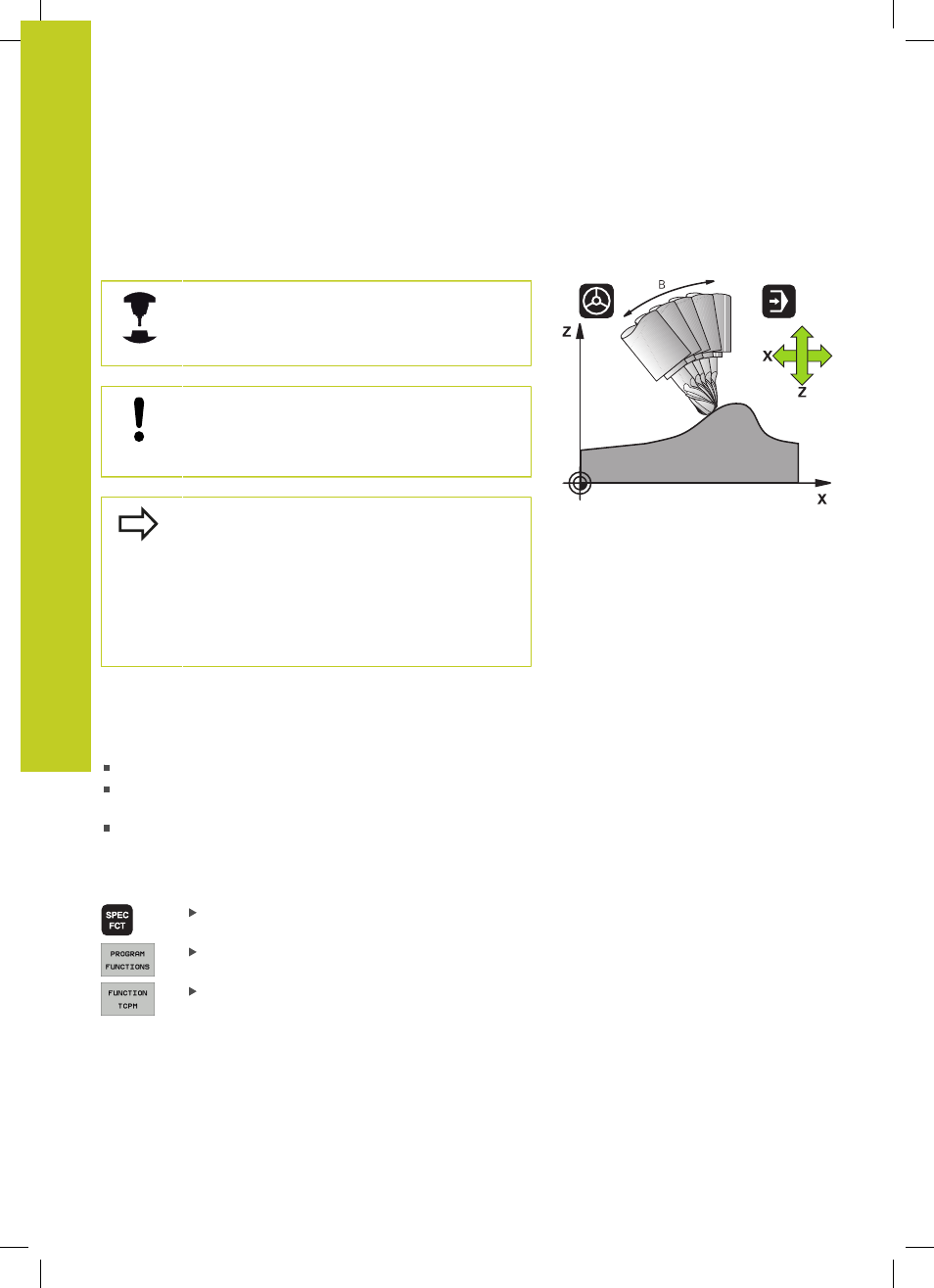
If
TCPM FUNCTION is active, the TNC shows the
symbol
TCPM in the position display.
TCPM FUNCTION is an improvement on the M128 function, with
which you can define the behavior of the TNC when positioning the
rotary axes. In contrast to
M128, with TCPM FUNCTION you can
define the mode of action of various functions:
Mode of action of the programmed feed rate:
F TCP / F CONT
Interpretation of the rotary axis coordinates programmed in the
NC program:
AXIS POS / AXIS SPAT
Type of interpolation between start and target position:
PATHCTRL AXIS / PATHCTRL VECTOR
Defining the TCPM FUNCTION
Press the special functions key
Press the Programming Aids soft key
Select TCPM FUNCTION