Write ladder logic – Rockwell Automation 1771-QDC, D17716.5.86(Passport) PLASTIC MOLDING MODULE User Manual
Page 66
Jog Your Machine
Chapter 5
5-5
Take time now to develop ladder logic (independent of Pro-Set 600
software) to jog the ram (screw) and clamp. You need to monitor switches
on your operator control panel, and set corresponding command bits.
Use word 1 in the dynamic command block (DYC01) to enable and disable
individual jogs. Use word 1 in the system status block (SYS01) to monitor
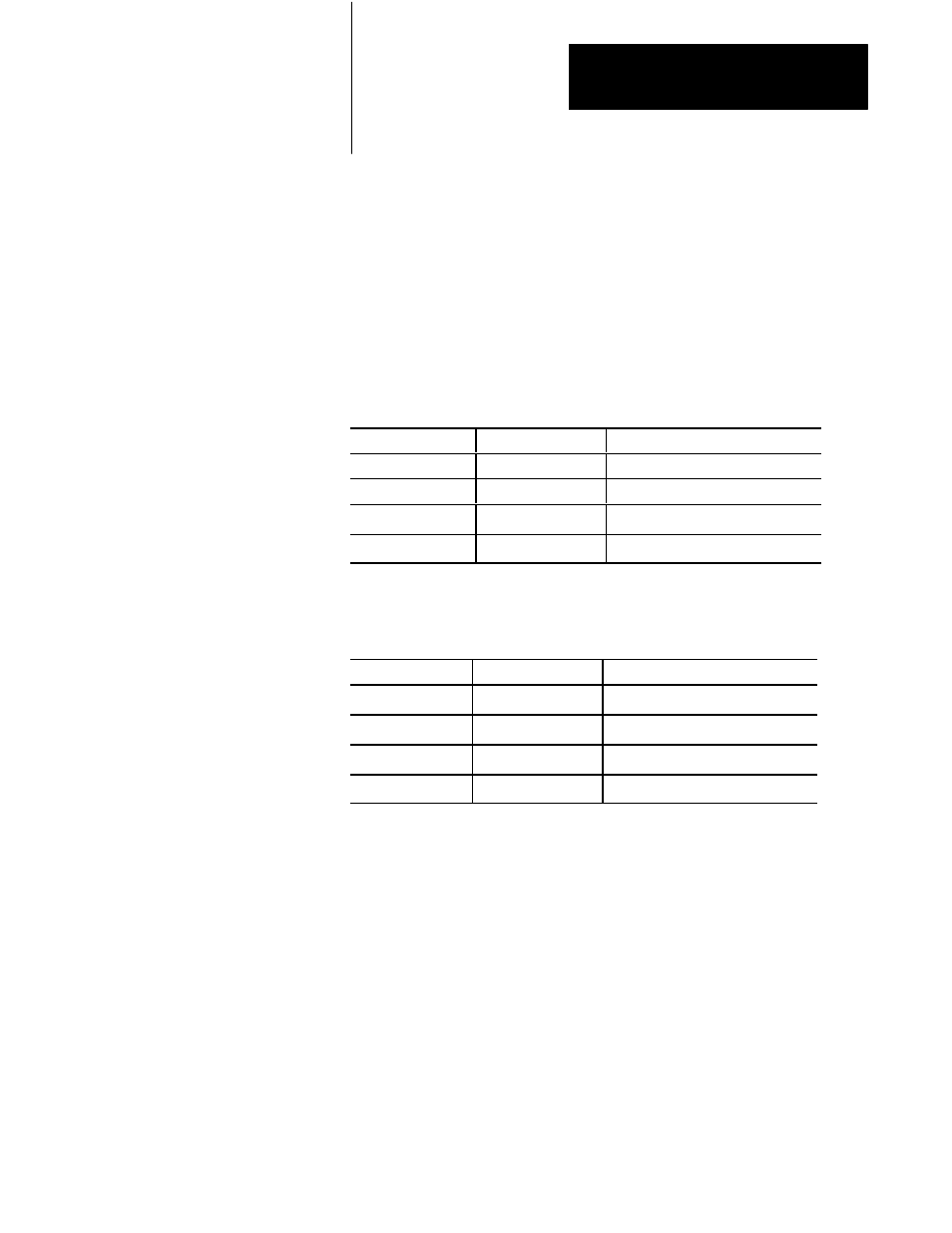
the QDC module’s reaction to jog commands. Tables 5.A and 5.B identify
command and status bits for jogging the ram (screw) and clamp.
Table 5.A
Enable Bits for Ram (Screw) and Clamp Jogs
Control Block Word: ProĆSet 600 Address: Description:
DYC01ĆB10
B34/394
Execute Ram (Screw) Jog Forward
DYC01ĆB11
B34/395
Execute Ram (Screw) Jog Reverse
DYC01ĆB12
B34/396
Execute Clamp Jog Forward
DYC01ĆB13
B34/397
Execute Clamp Jog Reverse
Table 5.B
Status Bits for Ram (Screw) and Clamp Jogs
Status Block Word: ProĆSet 600 Address: Description:
SYS01ĆB10
B34/10
Ram (Screw) Jog Forward in Progress
SYS01ĆB11
B34/11
Ram (Screw) Jog Reverse in Progress
SYS01ĆB12
B34/12
Clamp Jog Forward in Progress
SYS01ĆB13
B34/13
Clamp Jog Reverse in Progress
We provide a programming example (Figure 5.1) of jog control for
instructional purposes only. Your application-specific programming may
vary significantly from this example.
Important: You may also need to develop ladder logic that changes the
direction of ram (screw) and/or clamp travel hydraulically when you
command the QDC module to jog in reverse.
Write Ladder Logic