Rockwell Automation 1771-QDC, D17716.5.86(Passport) PLASTIC MOLDING MODULE User Manual
Page 23
Overview of Inject and Clamp Mode
Chapter 1
1-11
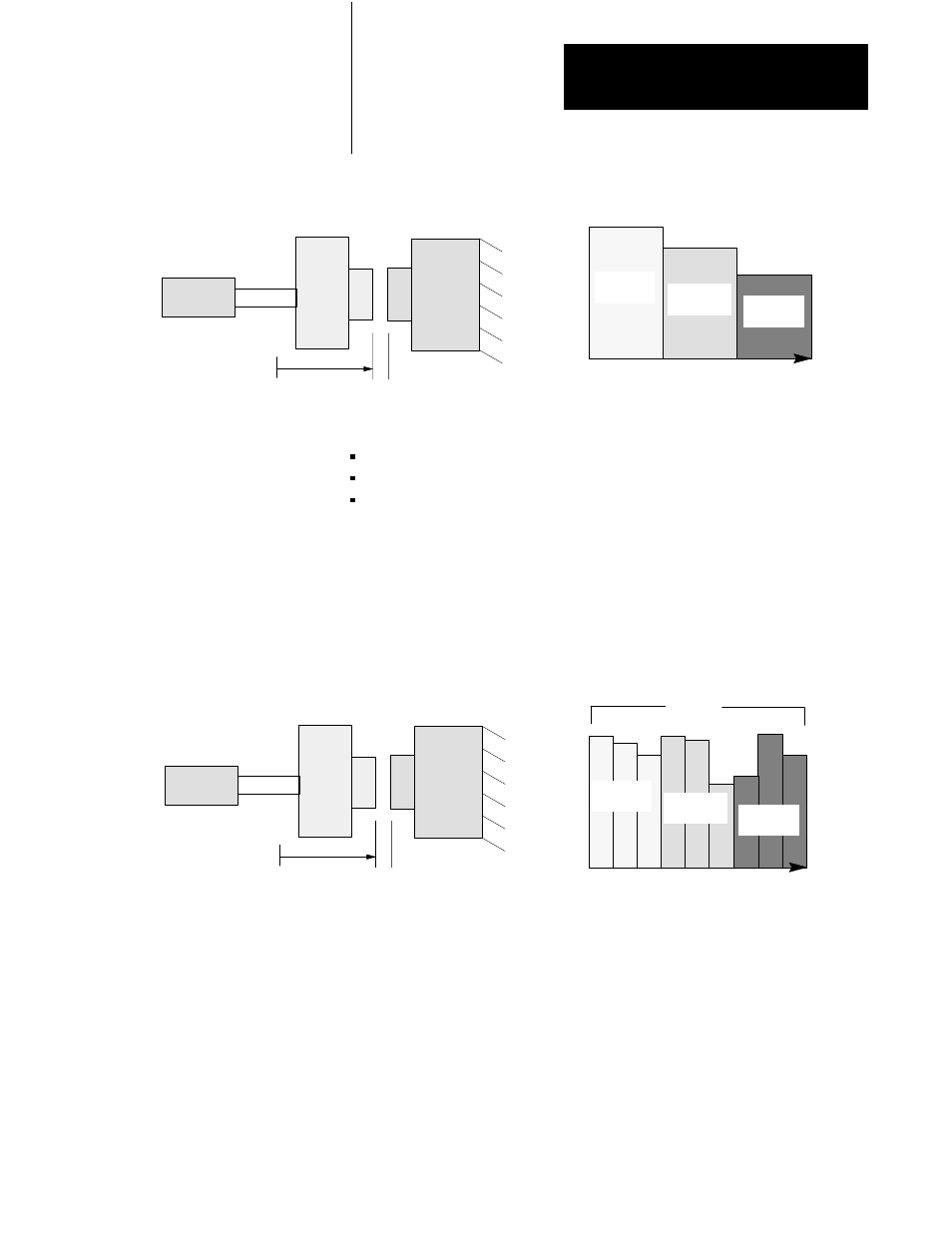
Figure 1.10
Example Clamp Close
L
0
Stationary
Platen
Clamp
Cylinder
Position
Velocity
Moving
Platen
1st Close
Profile
2nd Close
Profile
3rd Close
Profile
X
You may start these operations between the three clamp close profiles:
pick up the 3rd plate of a mold (on a floating 3-plate mold) or set cores
program other events for all valves
automatically bridge between profiles, or let ladder logic decide when to
begin the next profile
Each of the clamp close profiles can be subdivided into three position
segments (Figure 1.11). You can change clamp velocity or pressure up to
three times in each profile, or up to nine times for the entire clamp close
phase.
Figure 1.11
Example Clamp Close Position Segments
Position
Velocity
1st Close
Profile
2nd Close
Profile
3rd Close
Profile
1
1
1
2
2
2
3
3
3
Segments
L
0
Stationary
Platen
Clamp
Cylinder
Moving
Platen
X
Important: You may use as many or as few profiles and/or segments
within profiles as needed for your molding application. If using a single
close fast motion, use the first segment of the 1st close profile. The low
pressure close profile must follow.
After completing the last segment in each profile, the QDC module either
switches immediately to the next programmed segment of the next
programmed profile or waits for a command from your PLC-5 program to
continue.
After completing the last configured close profile, the QDC module either
switches immediately to the first programmed segment of low pressure
close, or waits for a command from your PLC-5 program to continue.