Span your valves chapter 9 – Rockwell Automation 1771-QDC, D17716.5.86(Passport) PLASTIC MOLDING MODULE User Manual
Page 188
Span Your Valves
Chapter 9
9-31
On
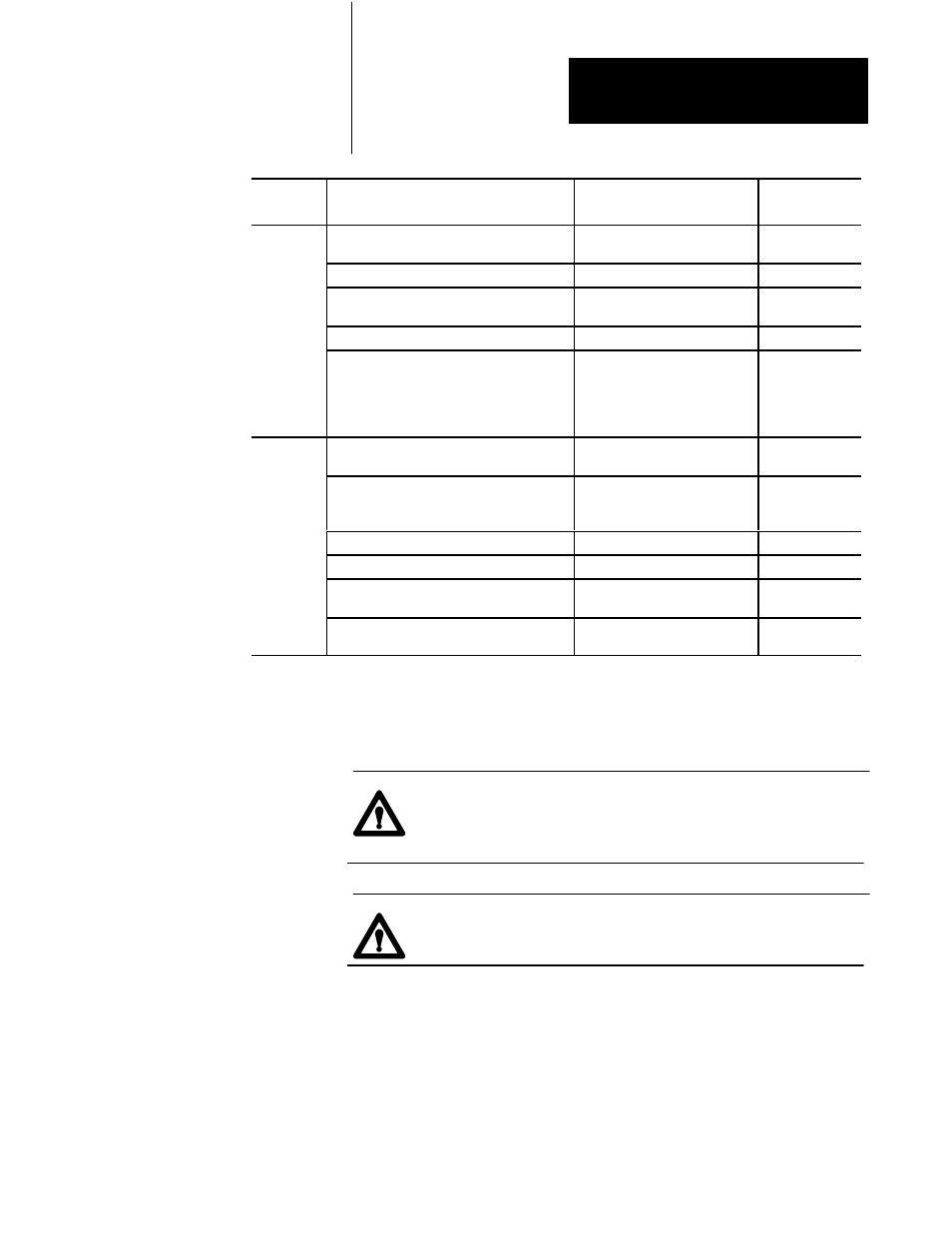
Worksheet
Confirm Your Configuration
With These Words or Bits
for Hold Pressure
ProĆSet Addr
7ĆG
QDC module output to which you connected
your pressure control valve
HDC02ĆB06, B05, B04
B38/212Ć214
SetĆoutput values for unselected valves
HDC09Ć12 = your values
N44:185Ć188
All ramping is disabled with zero ramp rates
HDC17Ć20 = 0
HDC25Ć28 = 0
N44:193Ć196
N44:201Ć204
EndĆofĆprofile setĆoutput values
HDC33Ć36 for zero output
N44:209Ć212
Pressure limits:
Minimum Pressure Control Limit
Maximum Pressure Control Limit
Selected Pressure Valve, Output for Min
Selected Pressure Valve, Output for Max
HDC41 = 0
HDC42 = system pressure
HDC43 = your value
HDC44 = your value
N44:217
N44:218
N44:219
N44:220
8ĆC
Pressure vs Time algorithm
for Pack and Hold
HPC03ĆB02 = B00 = 0
for ram (screw) pressure
B38/288, 290
Logical bridge to stop and set outputs before:
preĆdecompression
plastication
HPC03ĆB08 = 1
HPC03ĆB09 = 1
B38/296
B38/297
OpenĆloop control
HPC04ĆB03, B02, B01, B00 = 1
B38/304Ć307
Expert Response Compensation (ERC) = Off
HPC04ĆB11, B10, B09, B08 = 1
B38/312Ć315
Pressure setpoints
HPC10,13,16,19,22,27,30,33,36,
39 all equal full injection pressure
start @ N44:246
end @ N44:275
Time setpoints
HPC11,14,17,20,23,28,31,34,37
40 all equal to 1 second (100)
start @ N44:247
end @ N44:276
If these are not your current values, we suggest that you correct them now
and download them using the download procedure discussed in chapter 4.
Before proceeding, observe these warnings:
ATTENTION: As with any machine start-up, install a test
mold. Programming errors, configuration errors, or hydraulic
problems could lead to machine damage or injury to personnel.
ATTENTION: Be sure all machine guards and shields are in
place before proceeding.