2 pallet operation with tool-oriented machining, Application, Cally (see "pallet operation with – HEIDENHAIN iTNC 530 (34049x-08) ISO programming User Manual
Page 450
450
Programming: Pallet editor
13.2 P
allet oper
ation with
t
o
ol-or
ient
e
d mac
h
ining
13.2 Pallet operation with
tool-oriented machining
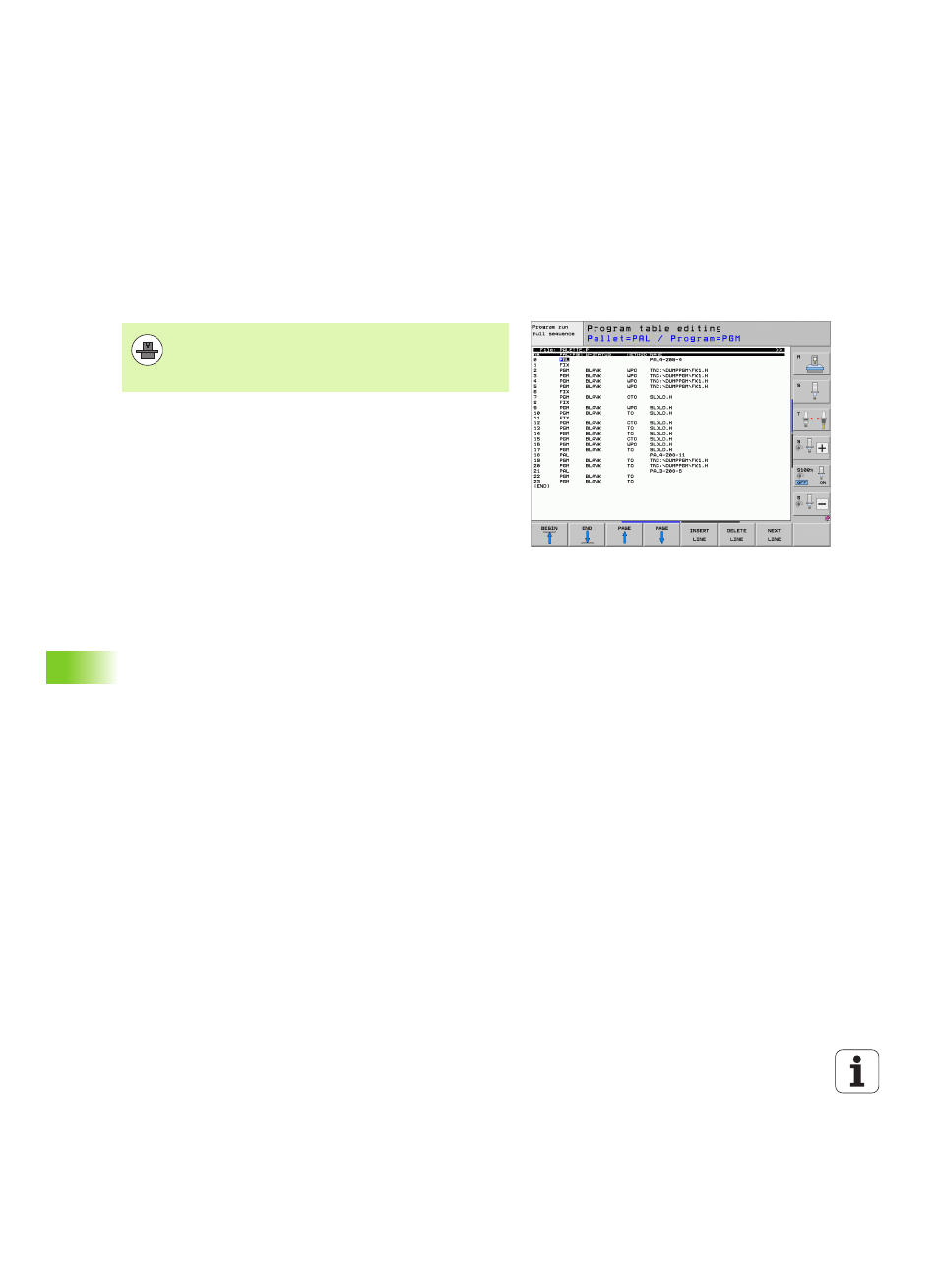
Application
Pallet tables are used for machining centers with pallet changers: The
pallet table calls the part programs that are required for the different
pallets, and activates datum shifts or datum tables.
You can also use pallet tables to run in succession several programs
that have different reference points.
Pallet tables contain the following information:
PAL/PGM
(entry obligatory):
The entry PAL identifies the pallet, FIX marks the fixture level and PGM
is used to enter the workpiece
W-STATUS
:
Current machining status. The machining status is used to
determine the current stage of machining. Enter BLANK for an
unmachined (raw) workpiece. During machining, the TNC changes
this entry to INCOMPLETE, and after machining has finished, to ENDED.
The entry EMPTY is used to identify a space at which no workpiece is
to be clamped. With the SKIP entry, you specify that a workpiece is
not to be machined by the TNC
METHOD
(entry obligatory):
Entry that determines the method of program optimization.
Machining is workpiece-oriented if WPO is entered. Machining of the
piece is tool-oriented if TO is entered. In order to include subsequent
workpieces in the tool-oriented machining, you must enter CTO
(continued tool oriented). Tool-oriented machining is also possible
with pallet fixtures, but not for multiple pallets
NAME
(entry obligatory):
Pallet or program name. The machine tool builder determines the
pallet name (see your machine tool manual). Programs must be
stored in the same directory as the pallet table. Otherwise you must
enter the full path and name for the program
Pallet management in combination with tool-oriented
machining is a machine-dependent function. The standard
functional range will be described below. Refer to your
machine tool manual for more information.