3 contour approach and departure, Starting point and end point – HEIDENHAIN iTNC 530 (34049x-08) ISO programming User Manual
Page 212
212
Programming: Programming contours
6.3 Cont
our appr
oac
h
and depar
tur
e
6.3 Contour approach and
departure
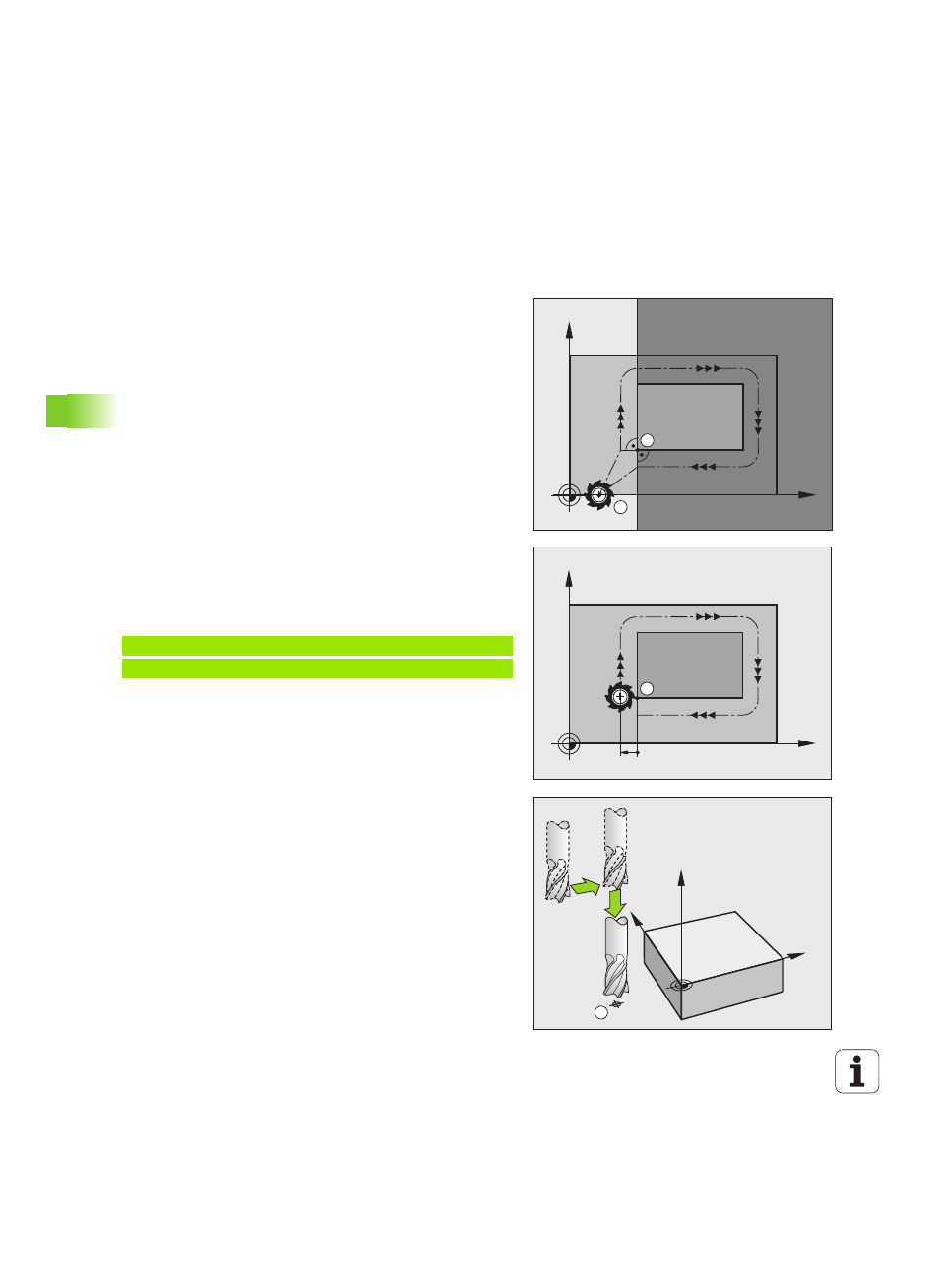
Starting point and end point
The tool approaches the first contour point from the starting point. The
starting point must be:
Programmed without radius compensation
Approachable without danger of collision
Close to the first contour point
Example
Figure at upper right: If you set the starting point in the dark gray area,
the contour will be damaged when the first contour element is
approached.
First contour point
You need to program a radius compensation for the tool movement to
the first contour point.
Approaching the starting point in the spindle axis
When the starting point is approached, the tool must be moved to the
working depth in the spindle axis. If danger of collision exists,
approach the starting point in the spindle axis separately.
Example NC blocks
X
Y
S
A
X
Y
A
G41
Y
X
Z
S
N30 G00 G40 X+20 Y+30 *
N40 Z-10 *
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)