4 p a th cont ours—car te sian coor dinat e s – HEIDENHAIN iTNC 530 (34049x-08) ISO programming User Manual
Page 217
HEIDENHAIN iTNC 530
217
6.4 P
a
th cont
ours—Car
te
sian coor
dinat
e
s
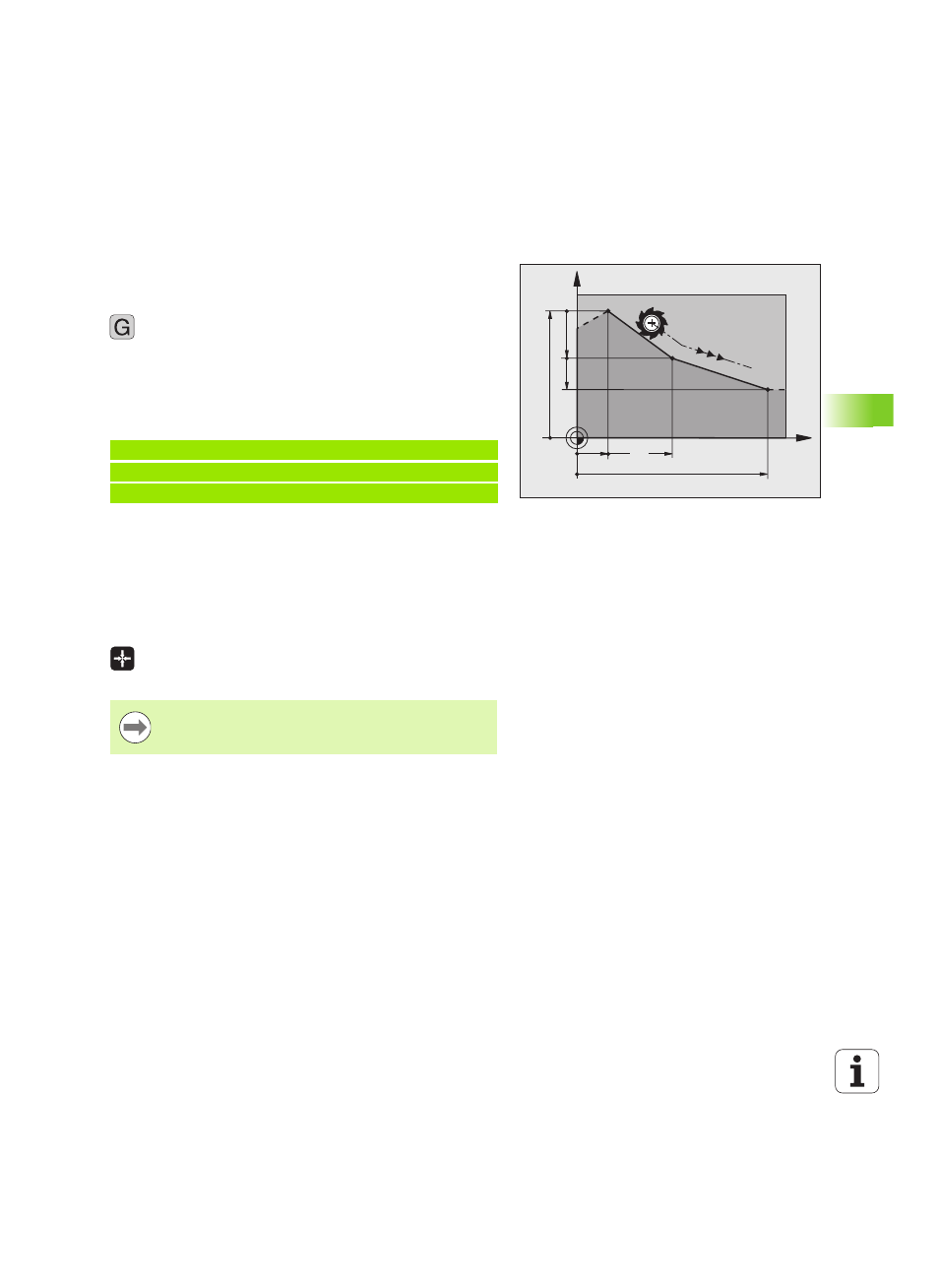
Straight line at rapid traverse G00
Straight line with feed rate G01 F
The TNC moves the tool in a straight line from its current position to
the straight-line end point. The starting point is the end point of the
preceding block.
Coordinates
of the end point of the straight line, if
necessary
Radius compensation G41/G42/G40
Feed rate F
Miscellaneous function M
Example NC blocks
Actual position capture
You can also generate a straight-line block (G01 block) by using the
ACTUAL-POSITION-CAPTURE key:
In the Manual Operation mode, move the tool to the position you
want to capture
Switch the screen display to Programming and Editing
Select the program block after which you want to insert the L block
Press the ACTUAL-POSITION-CAPTURE key: The
TNC generates an L block with the actual position
coordinates
X
Y
60
15
40
10
10
20
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
In the MOD function, you define the number of axes that
the TNC saves in a G01 block (see "Selecting the axes for
generating G01 blocks", page 587).
1