Programming tool movements in din/iso format, 2 cr eating and wr iting pr ogr a ms – HEIDENHAIN iTNC 530 (34049x-08) ISO programming User Manual
Page 110
110
Programming: Fundamentals, file management
3.2 Cr
eating and wr
iting pr
ogr
a
ms
Programming tool movements in DIN/ISO
format
To program a block, select a DIN/ISO function key on the alphabetic
keyboard. You can also use the gray contouring keys to get the
corresponding G code.
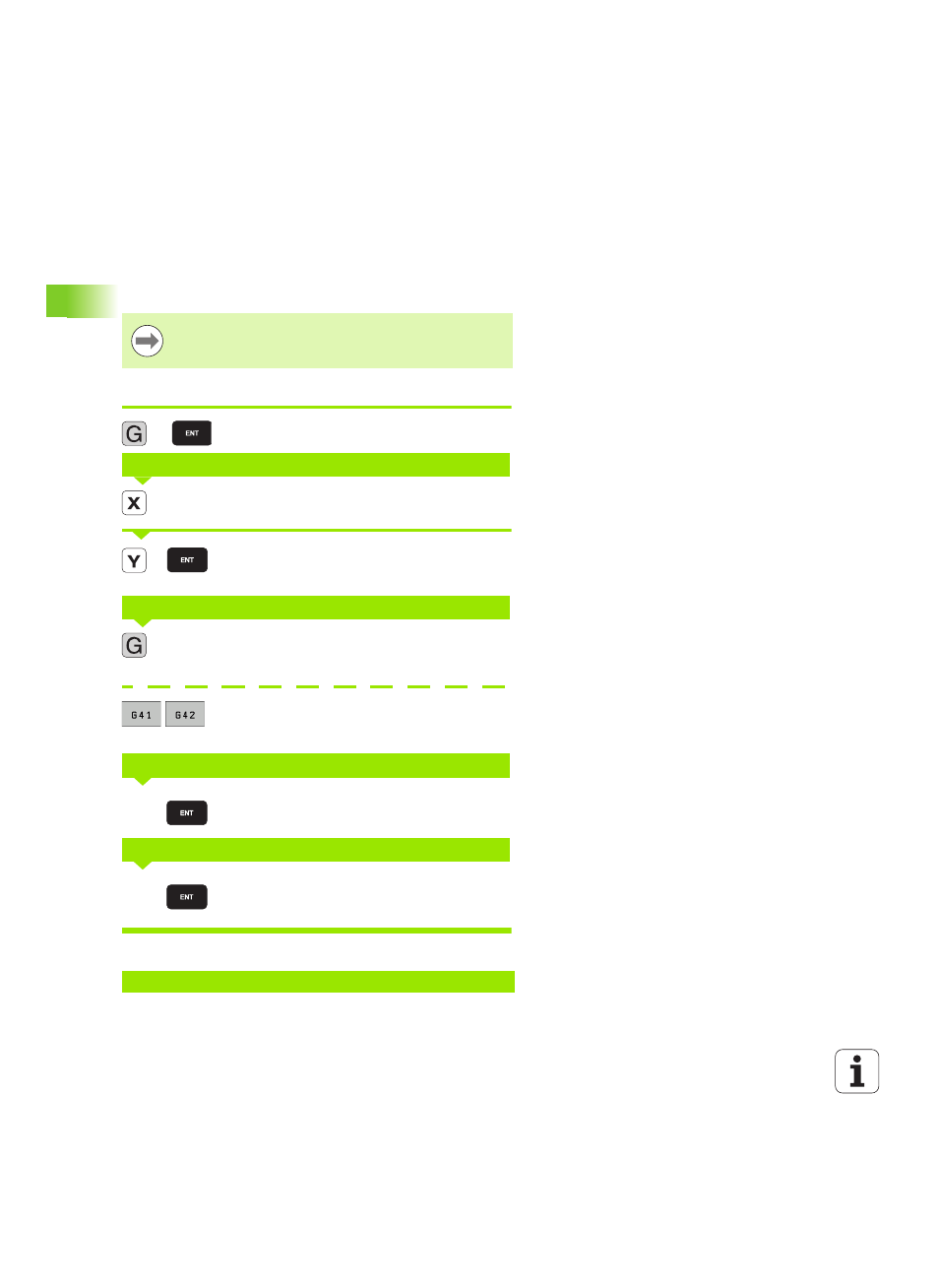
Example of a positioning block
Start block
Enter the target coordinate for the X axis
Enter the target coordinate for the Y axis, and go to
the next question with ENT
Select tool movement without radius compensation:
Confirm with the ENT key, or
Move the tool to the left or to the right of the contour:
Select function G41 (to the left) or G42 (to the right)
by soft key
Enter a feed rate of 100 mm/min for this path contour;
go to the next question with ENT
Enter the miscellaneous function M3 "spindle ON."
Pressing the ENT key terminates this dialog
The program-block window displays the following line:
You only need to make sure that capitalization is active.
COORDINATES?
PATH OF THE CUTTER CENTER
FEED RATE F=?
MISCELLANEOUS FUNCTION M?
N30 G01 G40 X+10 Y+5 F100 M3 *
1
10
20
40
100
3