Tangential approach and departure, 3 cont our appr oac h and depar tur e – HEIDENHAIN iTNC 530 (34049x-08) ISO programming User Manual
Page 214
214
Programming: Programming contours
6.3 Cont
our appr
oac
h
and depar
tur
e
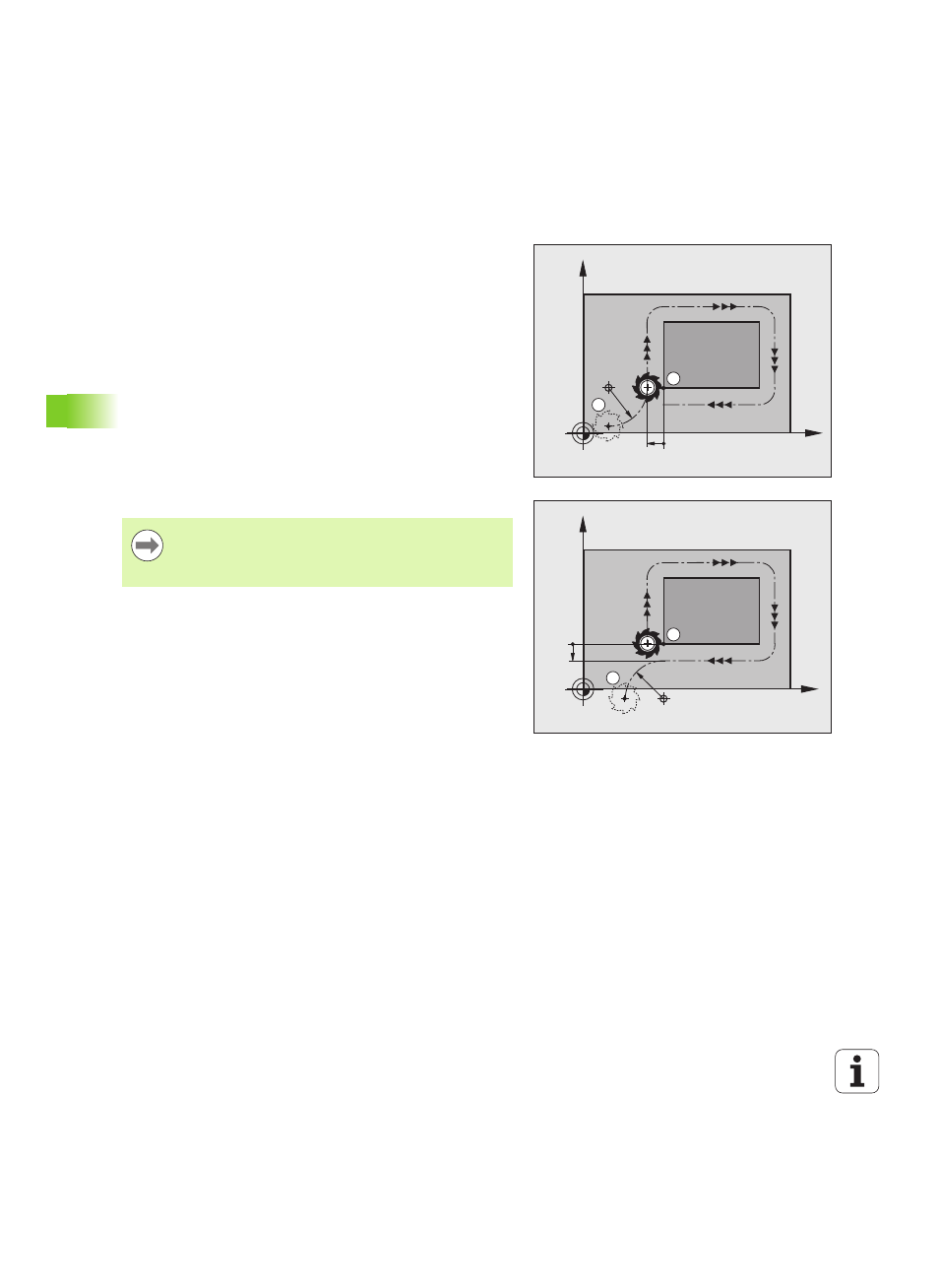
Tangential approach and departure
With G26 (figure at top right), you can program a tangential approach to
the workpiece, and with G27 (figure at lower right) a tangential
departure. In this way you can avoid dwell marks.
Starting point and end point
The starting point and the end point lie outside the workpiece, close
to the first and last contour points. They are to be programmed
without radius compensation.
Approach
G26
is entered after the block in which the first contour element is
programmed: This will be the first block with radius compensation
G41/G42
Departure
G27
after the block in which the last contour element is
programmed: This will be the last block with radius compensation
G41/G42
X
Y
A
R
S
G41
G40
X
Y
G41
G40
E
R
B
The radius for G26 and G27 must be selected so that the
TNC can execute the circular path between the starting
point and the first contour point, as well as the last contour
point and the end point.