Machining small contour steps: m97 – HEIDENHAIN iTNC 530 (34049x-08) ISO programming User Manual
Page 329
HEIDENHAIN iTNC 530
329
1
0
.4 Miscellaneous functions f
o
r cont
our
ing beha
vior
Machining small contour steps: M97
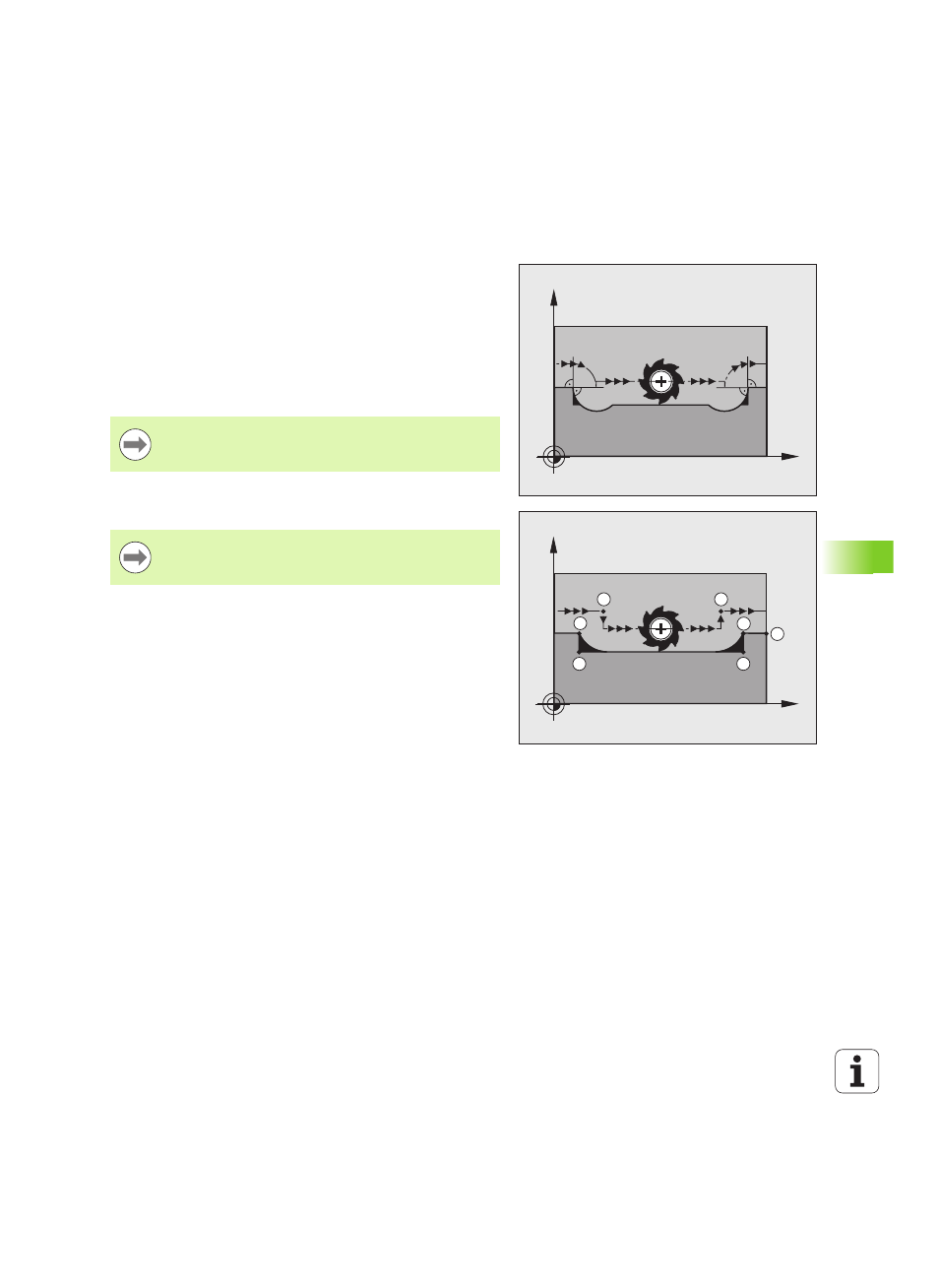
Standard behavior
The TNC inserts a transition arc at outside corners. If the contour steps
are very small, however, the tool would damage the contour.
In such cases the TNC interrupts program run and generates the error
message "Tool radius too large."
Behavior with M97
The TNC calculates the intersection of the contour elements—as at
inside corners—and moves the tool over this point.
Program M97 in the same block as the outside corner.
Effect
M97 is effective only in the blocks in which it is programmed.
X
Y
X
Y
S
16
17
15
14
13
S
Instead of M97 you should use the much more powerful
function M120 LA (see "Calculating the radius-compensated
path in advance (LOOK AHEAD): M120" on page 335).
A corner machined with M97 will not be completely
finished. You may wish to rework the contour with a
smaller tool.
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)