Absolute and incremental workpiece positions, Selecting the datum – HEIDENHAIN TNC 128 (77184x-02) User Manual
Page 82
Programming: Fundamentals, file management
3.1
Fundamentals
3
82
TNC 128 | User's Manual HEIDENHAIN Conversational Programming | 5/2014
Absolute and incremental workpiece positions
Absolute workpiece positions
Absolute coordinates are position coordinates that are referenced
to the datum of the coordinate system (origin). Each position on the
workpiece is uniquely defined by its absolute coordinates.
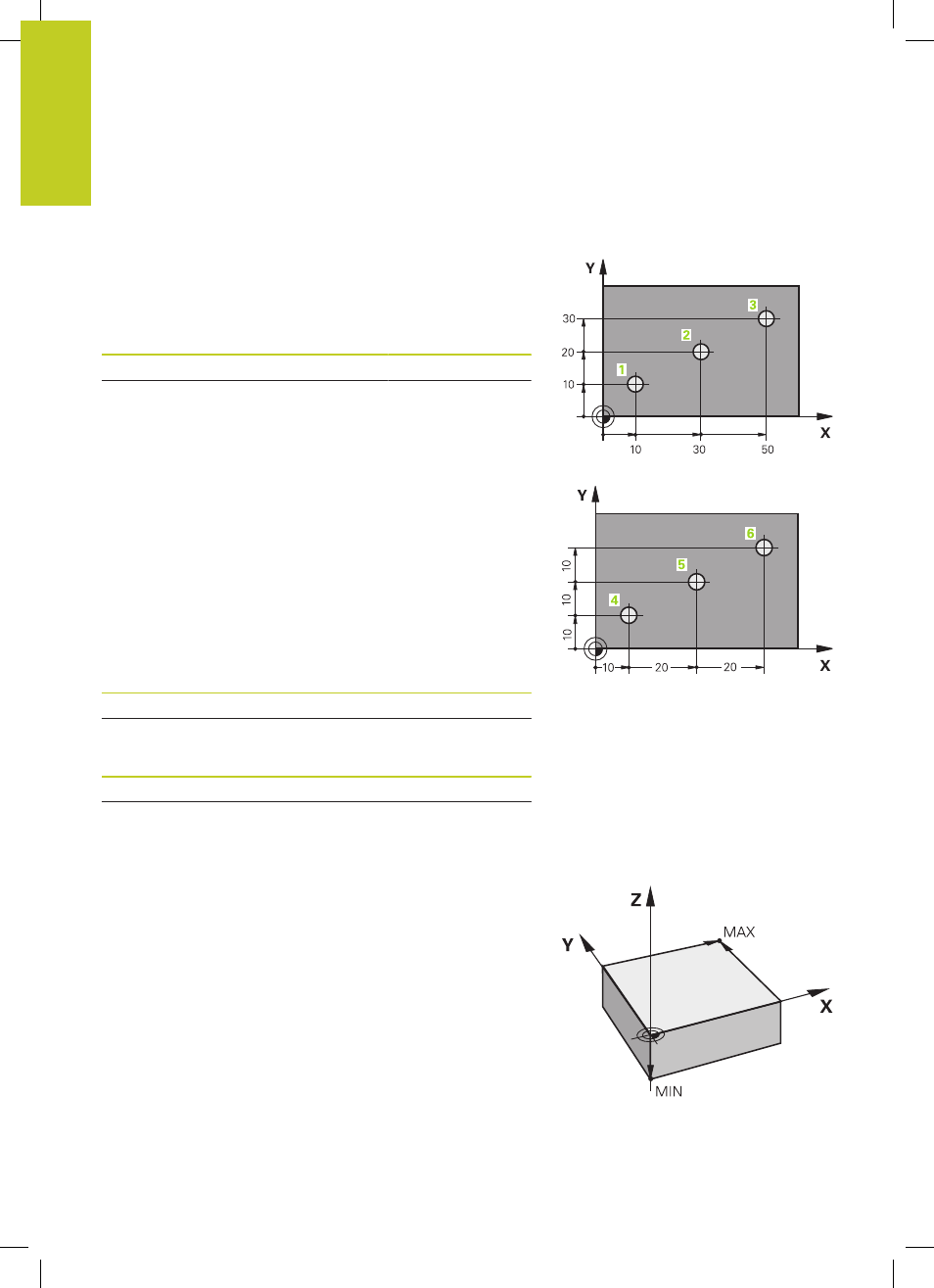
Example 1: Holes dimensioned in absolute coordinates
Hole
1
Hole
2
Hole
3
X = 10 mm
X = 30 mm
X = 50 mm
Y = 10 mm
Y = 20 mm
Y = 30 mm
Incremental workpiece positions
Incremental coordinates are referenced to the last programmed
nominal position of the tool, which serves as the relative
(imaginary) datum. When you write an NC program in incremental
coordinates, you thus program the tool to move by the distance
between the previous and the subsequent nominal positions. This
is why they are also referred to as chain dimensions.
To program a position in incremental coordinates, enter the
function "I" before the axis.
Example 2: Holes dimensioned in incremental coordinates
Absolute coordinates of hole
4
X = 10 mm
Y = 10 mm
Hole
5
, with respect to
4
Hole
6
, with respect to
5
X = 20 mm
X = 20 mm
Y = 10 mm
Y = 10 mm
Selecting the datum
A production drawing identifies a certain form element of the
workpiece, usually a corner, as the absolute datum. When setting
the datum, you first align the workpiece along the machine axes,
and then move the tool in each axis to a defined position relative
to the workpiece. Set the display of the TNC either to zero or to
a known position value for each position. This establishes the
reference system for the workpiece, which will be used for the
TNC display and your part program.
If the production drawing is dimensioned in relative coordinates,
simply use the coordinate transformation cycles. Coordinate
transformation cycles: see page 449
If the production drawing is not dimensioned for NC, set the
datum at a position or corner on the workpiece from which the
dimensions of the remaining workpiece positions can be most
easily measured.
Datum setting with a 3-D touch probe: see "Datum setting with
3-D touch probe (Touch Probe Functions software option 17)",
page 305