Cycle parameters – HEIDENHAIN TNC 128 (77184x-02) User Manual
Page 431
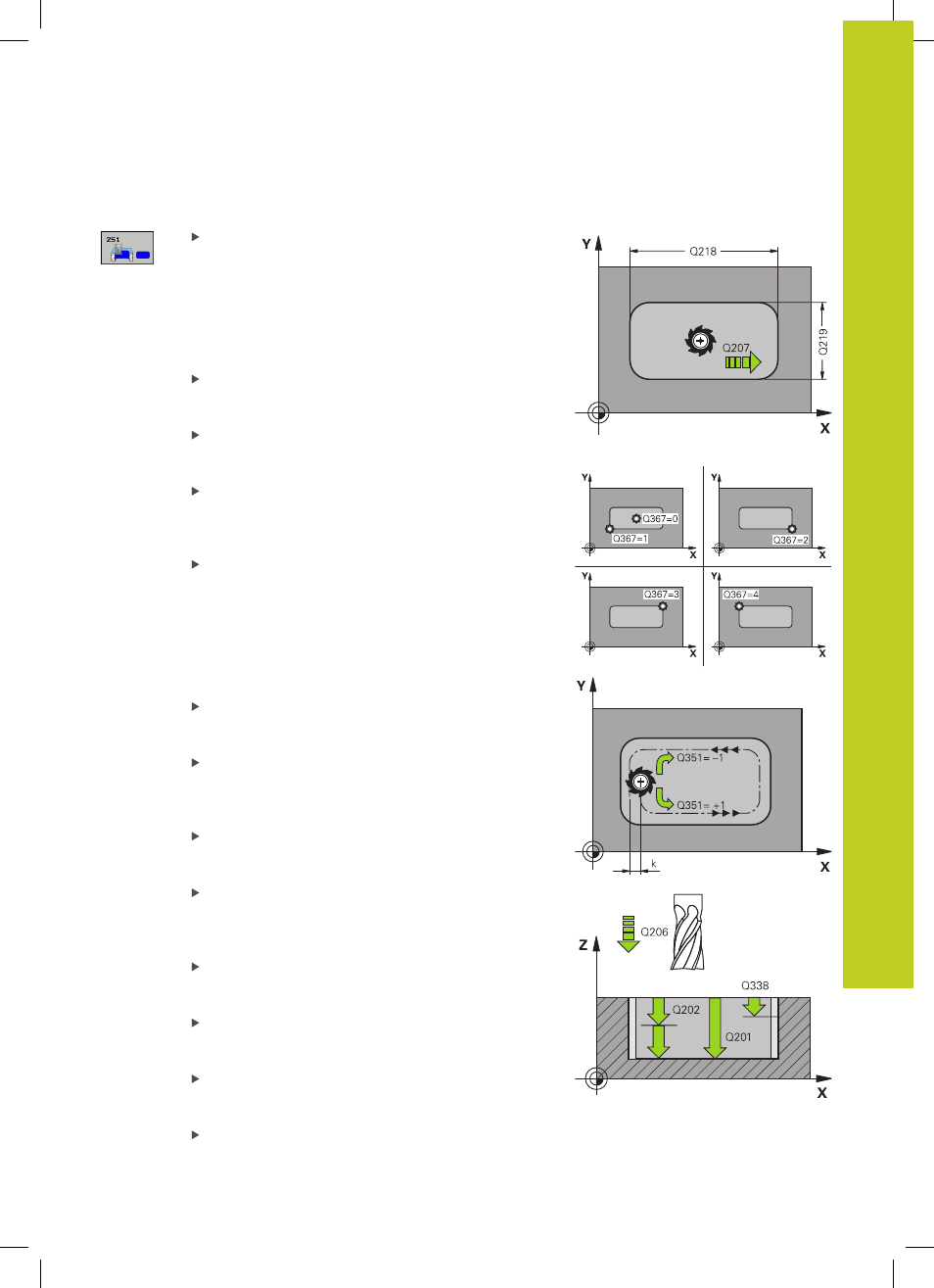
RECTANGULAR POCKET (Cycle 251)
17.2
17
TNC 128 | User's Manual HEIDENHAIN Conversational Programming | 5/2014
431
Cycle parameters
Machining operation (0/1/2) Q215: Define
machining operation:
0
: Roughing and finishing
1
: Only roughing
2
: Only finishing
Side finishing and floor finishing are only machined
when the specific allowance (Q368, Q369) is
defined
1st side length Q218 (incremental): Pocket length,
parallel to the reference axis of the working plane.
Input range 0 to 99999.9999
2nd side length Q219 (incremental): Pocket length,
parallel to the minor axis of the working plane. Input
range 0 to 99999.9999
Depth Q201 (incremental): Distance between
workpiece surface and bottom of pocket. Input
range -99999.9999 to 99999.9999 Input range
-99999.9999 to 99999.9999
Pocket position Q367: Position of the pocket in
reference to the position of the tool when the cycle
is called:
0
: Tool position = pocket center
1
: Tool position = left corner below
2
: Tool position = right corner below
3
: Tool position = right corner top
4
: Tool position = left top corner top
Plunging depth Q202 (incremental): Infeed per
cut. Enter a value greater than 0. Input range 0 to
99999.9999
Feed rate for milling Q207: Traversing speed of
the tool in mm/min while milling. Input range 0 to
99999.999 Input range 0 to 99999.999 alternatively
FAUTO, FU, FZ
Feed rate for plunging Q206: Traversing speed of
the tool while moving to depth in mm/min. Input
range 0 to 99999.999; alternatively
FAUTO, FU, FZ
Feed rate for finishing Q385: Traversing speed of
the tool during side and floor finishing in mm/min.
Input range 0 to 99999.999; alternatively
FAUTO,
FU, FZ
Finishing allowance for side Q368 (incremental):
Finishing allowance in the working plane. Input
range 0 to 99999.9999 Input range 0 to 99999.9999
Finishing allowance for floor Q369 (incremental
value): Finishing allowance in the tool axis. Input
range 0 to 99999.9999
Infeed for finishing Q338 (incremental): Infeed per
cut. Q338=0: Finishing in one infeed. Input range 0
to 99999.9999
Set-up clearance Q200 (incremental): Distance
between tool tip and workpiece surface. Input range
0 to 99999.9999;