Programming a simple contour, Programming the first part 1.3 – HEIDENHAIN TNC 128 (77184x-02) User Manual
Page 49
Programming the first part
1.3
1
TNC 128 | User's Manual HEIDENHAIN Conversational Programming | 5/2014
49
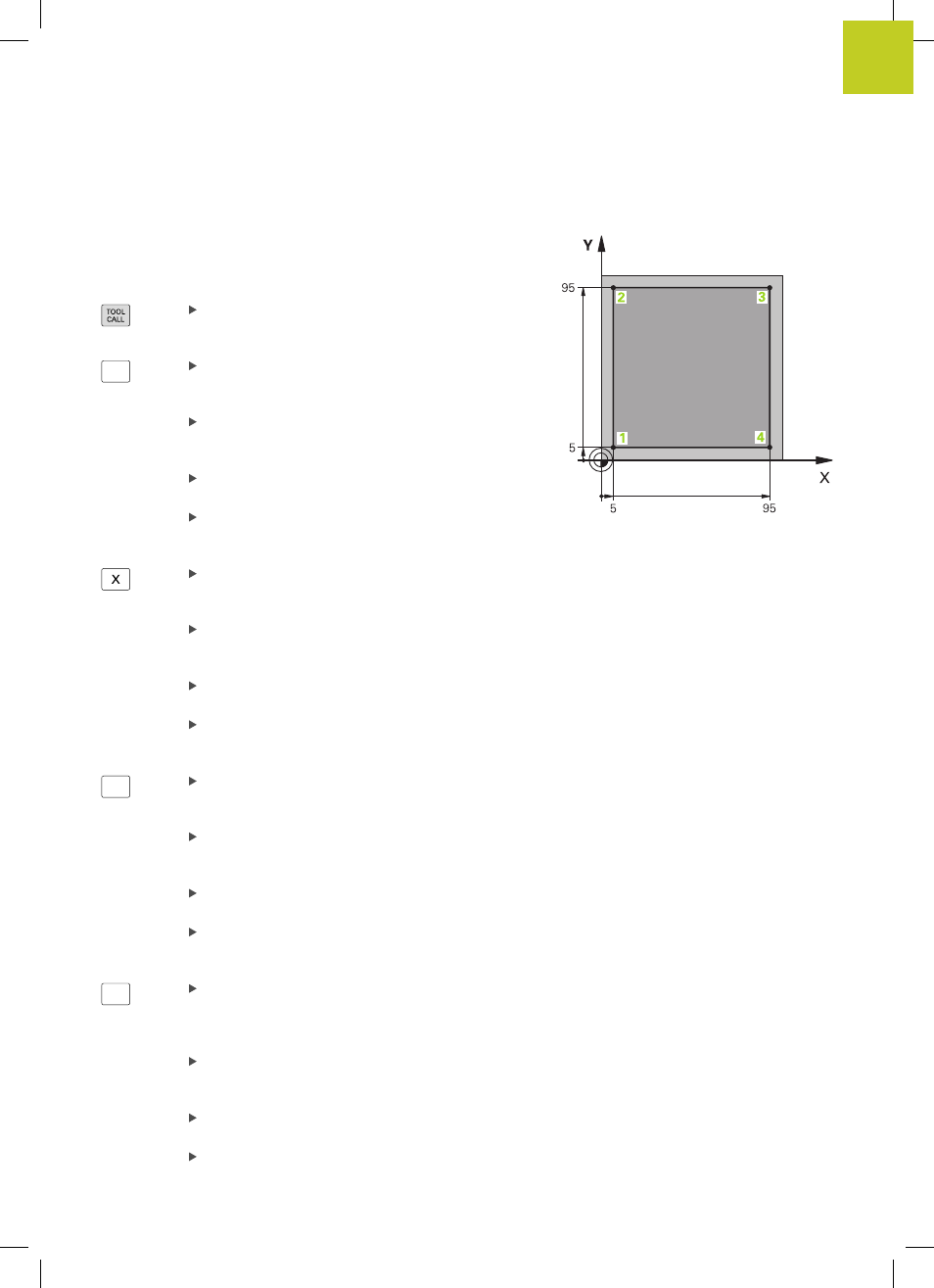
Programming a simple contour
The contour shown to the right is to be milled once to a depth of
5 mm. You have already defined the workpiece blank. After you
have initiated a dialog through a function key, enter all the data
requested by the TNC in the screen header.
Call the tool: Enter the tool data. Confirm each of
your entries with the
ENT key. Do not forget the
tool axis
Z
Retract the tool: Press the orange axis key and
enter the value for the position to be approached,
e.g. 250. Confirm with the
ENT key
Confirm
Radius comp.: R+/R–/no comp? by
pressing the
ENT key: Do not activate the radius
compensation
Confirm
Feed rate F=? with the ENT key: Move at
rapid traverse (
FMAX
)
Confirm the
Miscellaneous function M? with the
END key: The TNC saves the entered positioning
block
Preposition the tool in the working plane: Press
the orange X axis key and enter the value for the
position to be approached, e.g. –20
Confirm
Radius comp.: R+/R–/no comp? by
pressing the
ENT key: Do not activate the radius
compensation
Confirm
Feed rate F=? with the ENT key: Move at
rapid traverse (
FMAX
)
Confirm the
Miscellaneous function M? with the
END key: The TNC saves the entered positioning
block
Y
Press the orange Y axis key and enter the value for
the position to be approached, e.g. –20. Confirm
with the ENT key
Confirm
Radius comp.: R+/R–/no comp? by
pressing the
ENT key: Do not activate the radius
compensation
Confirm
Feed rate F=? with the ENT key: Move at
rapid traverse (
FMAX
)
Confirm the
Miscellaneous function M? with
the
END key: The TNC saves the entered
positioning block
Z
Move the tool to workpiece depth: Press the
orange Z axis key and enter the value for the
position to be approached, e.g. –5. Confirm with
the ENT key
Confirm
Radius comp.: R+/R–/no comp? by
pressing the
ENT key: Do not activate the radius
compensation
Feed rate F=? Enter the positioning feed rate, e.g.
3000 mm/min and confirm with the ENT key
Miscellaneous function M? Switch on the spindle
and coolant, e.g.
M13
. Confirm with the END key:
The TNC saves the entered positioning block