Programming: tools 5.3 tool compensation – HEIDENHAIN TNC 128 (77184x-02) User Manual
Page 164
Programming: Tools
5.3
Tool compensation
5
164
TNC 128 | User's Manual HEIDENHAIN Conversational Programming | 5/2014
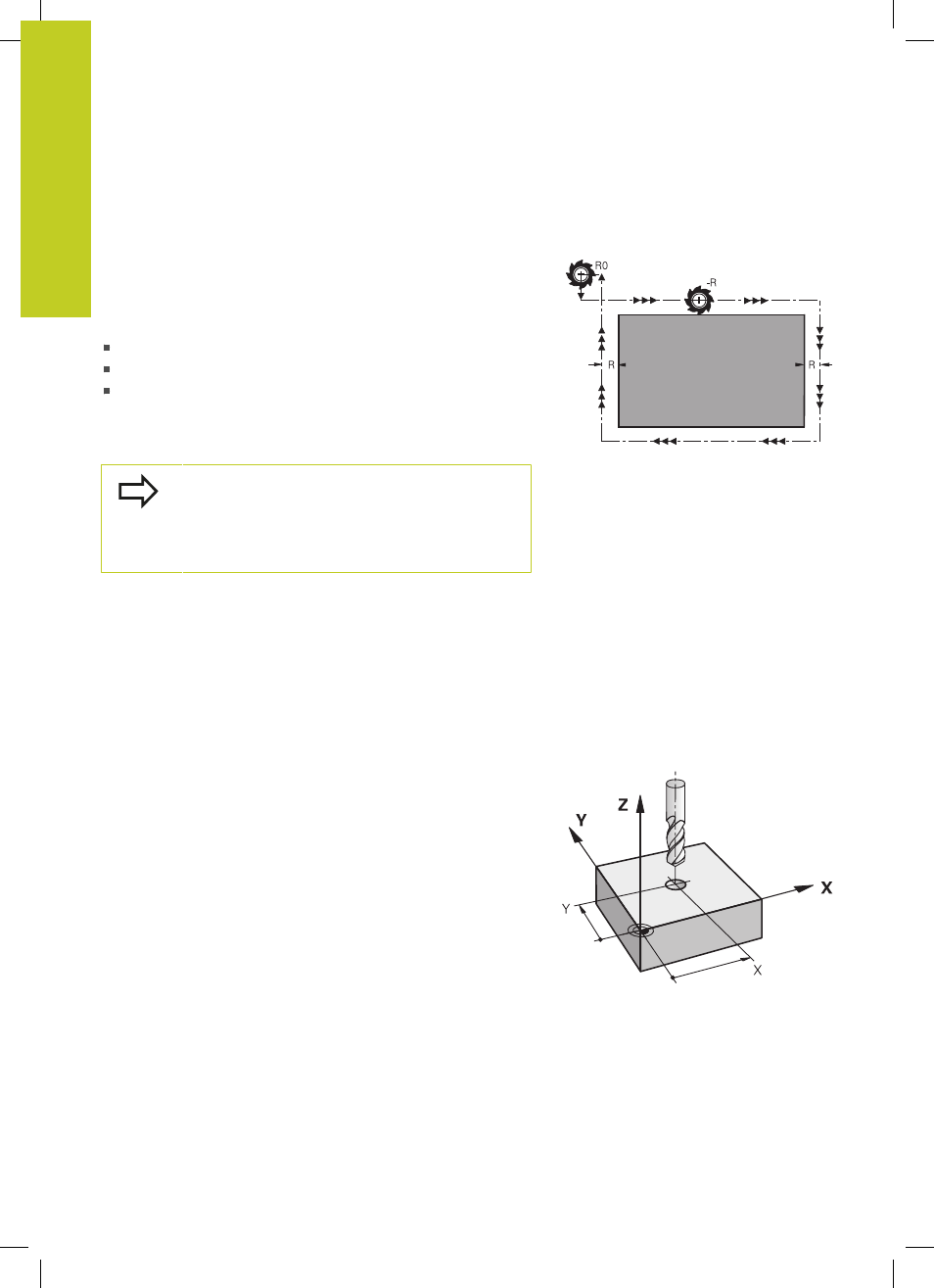
Tool radius compensation with paraxial positioning
blocks
The TNC can compensate the tool radius in the working plane with
the aid of paraxial positioning blocks. You can enter the dimensions
directly from the drawing without first having to convert the
positions. The TNC extends or shortens the traverse path by the
tool radius.
R+ extends the tool path by the tool radius
R– shortens the tool path by the tool radius
R0 positions the tool using the tool center
The radius compensation is effective as soon as a tool is called and
traversed with a paraxial movement in the working plane with
R
+/R-.
Radius compensation is not effective for positioning
movements in the spindle axis.
The last selected radius compensation remains
active in a positioning block that does not contain any
information about radius compensation.
For radius compensation, the TNC takes the delta values from both
the
TOOL CALL block and the tool table into account:
Compensation value =
R + DR
TOOL CALL
+
DR
TAB
where
R:
Tool radius
R from the TOOL DEF block or tool table
DR
TOOL
CALL
:
Oversize for radius
DR in the TOOL CALL block
DR
TAB
:
Oversize for radius
DR in the tool table
Contouring without radius compensation: R0
The tool center moves in the working plane along the to the
programmed coordinates.
Applications: Drilling and boring, pre-positioning