3 rectangular stud (cycle 256), Cycle run, Please note while programming – HEIDENHAIN TNC 128 (77184x-02) User Manual
Page 433: Rectangular stud (cycle 256)
RECTANGULAR STUD (Cycle 256)
17.3
17
TNC 128 | User's Manual HEIDENHAIN Conversational Programming | 5/2014
433
17.3
RECTANGULAR STUD (Cycle 256)
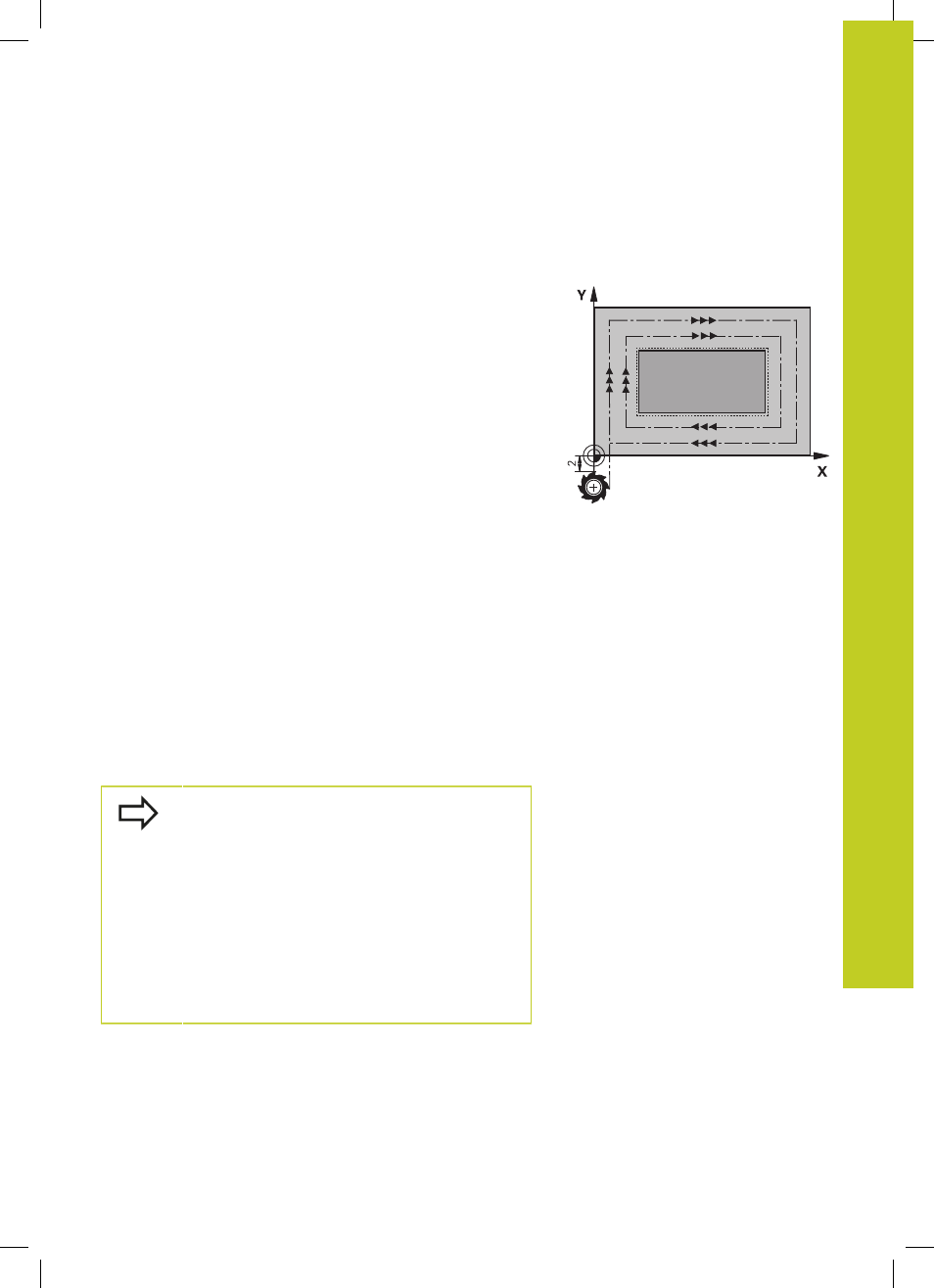
Cycle run
Use Cycle 256 to machine a rectangular stud. If a dimension of the
workpiece blank is greater than the maximum possible stepover,
then the TNC performs multiple stepovers until the finished
dimension has been machined.
1 The tool moves from the cycle starting position (stud center)
in the negative X direction to the starting position for stud
machining. The starting position is to the left of the unmachined
stud and is offset by the set-up clearance + tool radius.
2 If the tool is at the 2nd set-up clearance, it moves at rapid
traverse
FMAX to the set-up clearance, and from there advances
to the first plunging depth at the feed rate for plunging.
3 The tool then moves on a straight line tangentially to the stud
contour and machines one revolution.
4 If the finished dimension cannot be machined with one
revolution, the TNC performs a stepover with the current
factor, and machines another revolution. The TNC takes the
dimensions of the workpiece blank, the finished dimension, and
the permitted stepover into account. This process is repeated
until the defined finished dimension has been reached.
5 If further stepovers are required, the tool then departs the
contour and returns to the starting point of stud machining.
6 The TNC then plunges the tool to the next plunging depth, and
machines the stud at this depth.
7 This process is repeated until the programmed stud depth is
reached.
Please note while programming:
Pre-position the tool in the machining plane to the
starting position with radius compensation
R0. Note
parameter Q367 (position).
The TNC automatically pre-positions the tool in the
tool axis. Note the
2nd set-up clearance Q204.
The algebraic sign for the cycle parameter DEPTH
determines the working direction. If you program
DEPTH=0, the cycle will not be executed.
The TNC reduces the infeed depth to the LCUTS tool
length defined in the tool table if the tool length is
shorter than the Q202 infeed depth programmed in
the cycle.