HEIDENHAIN TNC 128 (77184x-02) User Manual
Page 432
Fixed cycles: Pocket milling / stud milling
17.2
RECTANGULAR POCKET (Cycle 251)
17
432
TNC 128 | User's Manual HEIDENHAIN Conversational Programming | 5/2014
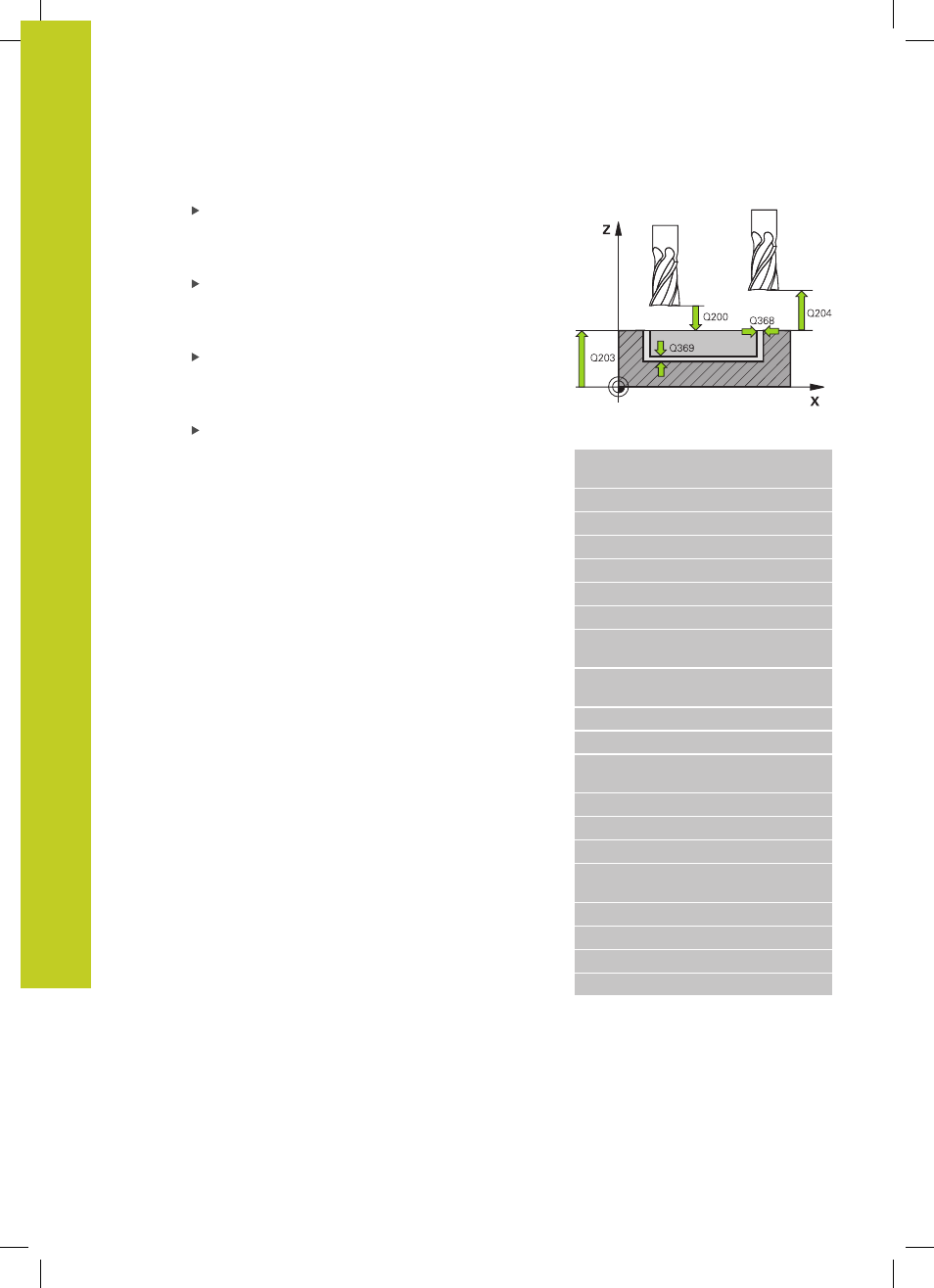
Coordinate of workpiece surface Q203 (absolute):
Coordinate of the workpiece surface. Input
range -99999.9999 to 99999.9999 Input range
-99999.9999 to 99999.9999
2nd set-up clearance Q204 (incremental):
Coordinate in the spindle axis at which no collision
between tool and workpiece (fixtures) can occur.
Input range 0 to 99999.9999;
Climb or up-cut Q351: Type of milling operation
with M3
+1
= climb
–1
= up-cut
Path overlap factor Q370: Q370 x tool radius =
stepover factor k. Input range: 0.1 to 1.414
NC blocks
8 CYCL DEF 251 RECTANGULAR
POCKET
Q215=0
;MACHINING OPERATION
Q218=80
;FIRST SIDE LENGTH
Q219=60
;2ND SIDE LENGTH
Q201=-20
;DEPTH
Q367=0
;POCKET POSITION
Q202=5
;PLUNGING DEPTH
Q207=500
;FEED RATE FOR
MILLING
Q206=150
;FEED RATE FOR
PLNGNG
Q385=500
;FINISHING FEED RATE
Q368=0.2
;ALLOWANCE FOR SIDE
Q369=0.1
;ALLOWANCE FOR
FLOOR
Q338=5
;INFEED FOR FINISHING
Q200=2
;SET-UP CLEARANCE
Q203=+0
;SURFACE COORDINATE
Q204=50
;2ND SET-UP
CLEARANCE
Q351=+1
;CLIMB OR UP-CUT
Q370=1
;TOOL PATH OVERLAP
9 X+50 R0 FMAX
10 Y+50 R0 FMAX M3 M99