2 tool movements, Programming tool movements for workpiece machining, Tool movements – HEIDENHAIN TNC 128 (77184x-02) User Manual
Page 170: Programming: tool movements 6.2 tool movements
Programming: Tool movements
6.2
Tool movements
6
170
TNC 128 | User's Manual HEIDENHAIN Conversational Programming | 5/2014
6.2
Tool movements
Programming tool movements for workpiece
machining
Creating the program blocks with the axis keys
Use the orange axis keys to initiate the plain-language dialog. The
TNC asks you successively for all the necessary information and
inserts the program block into the part program.
Example—programming a straight line
Select the axis key you want to use for the
positioning movement, e.g. X
COORDINATES?
10 Enter the coordinate of the end point, e.g. 10
Confirm your entry with the ENT key
TOOL RADIUS COMP: R+/R–/NO COMP?
Select the radius compensation (here, press
the R0 soft key—the tool moves without
compensation)
Feed rate F=? / F MAX = ENT
100 Enter the feed rate, e.g. 100 mm/min. (For programming in
inches, enter 100 for a feed rate of 10 inches per minute)
Confirm your entry with the ENT key, or
Move at rapid traverse: Press the F MAX soft key,
or
Traverse with the feed rate defined in the
TOOL
CALL
block: Press the
F AUTO
soft key
MISCELLANEOUS FUNCTION M?
Enter
3 (miscellaneous function M3 "Spindle ON")
The TNC ends this dialog with the ENT key
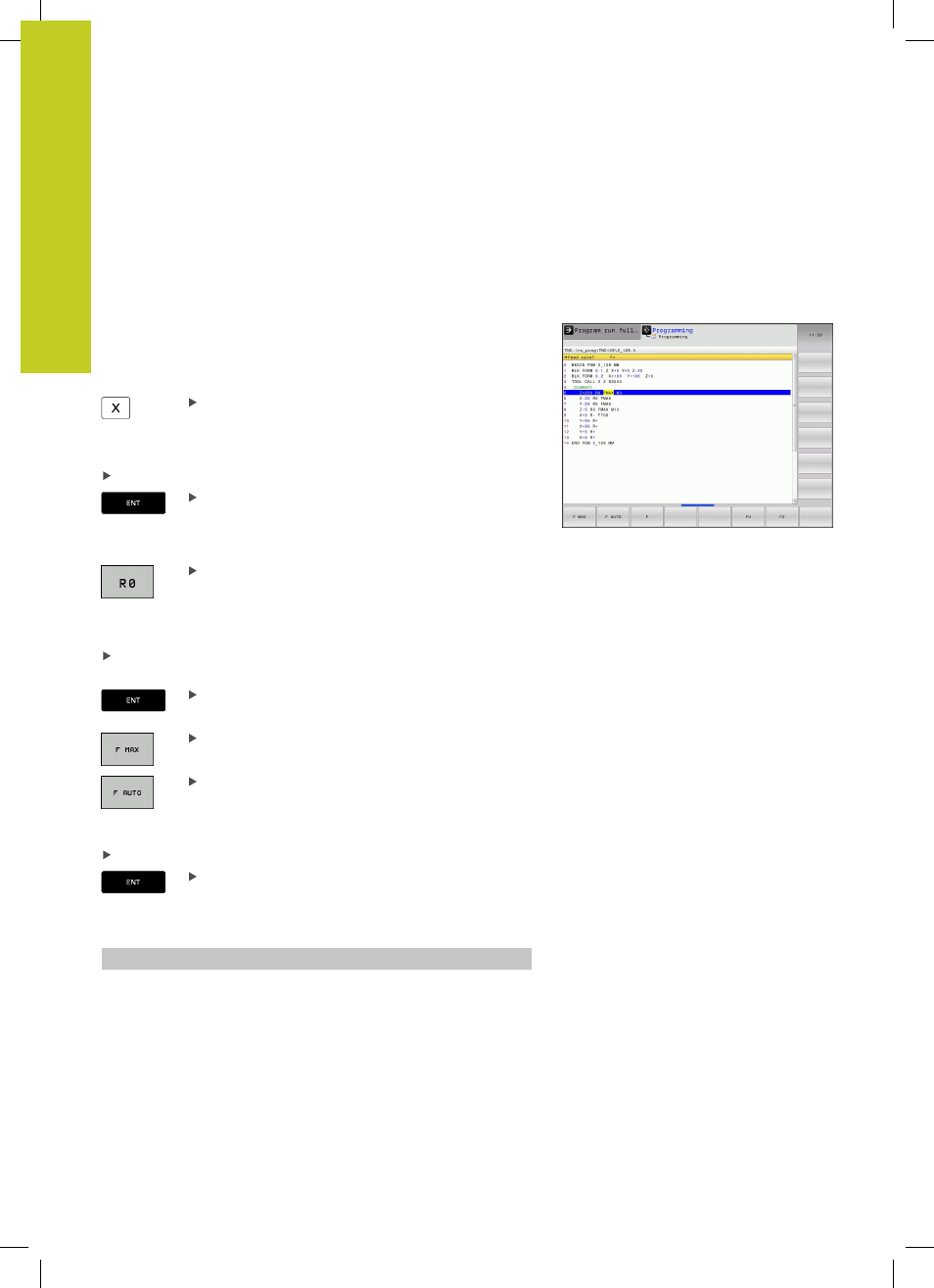
The program-block window displays the following line:
6 X+10 R0 FMAX M3