1 entering tool-related data, Feed rate f, Entering tool-related data – HEIDENHAIN TNC 128 (77184x-02) User Manual
Page 146: Programming: tools 5.1 entering tool-related data
Programming: Tools
5.1
Entering tool-related data
5
146
TNC 128 | User's Manual HEIDENHAIN Conversational Programming | 5/2014
5.1
Entering tool-related data
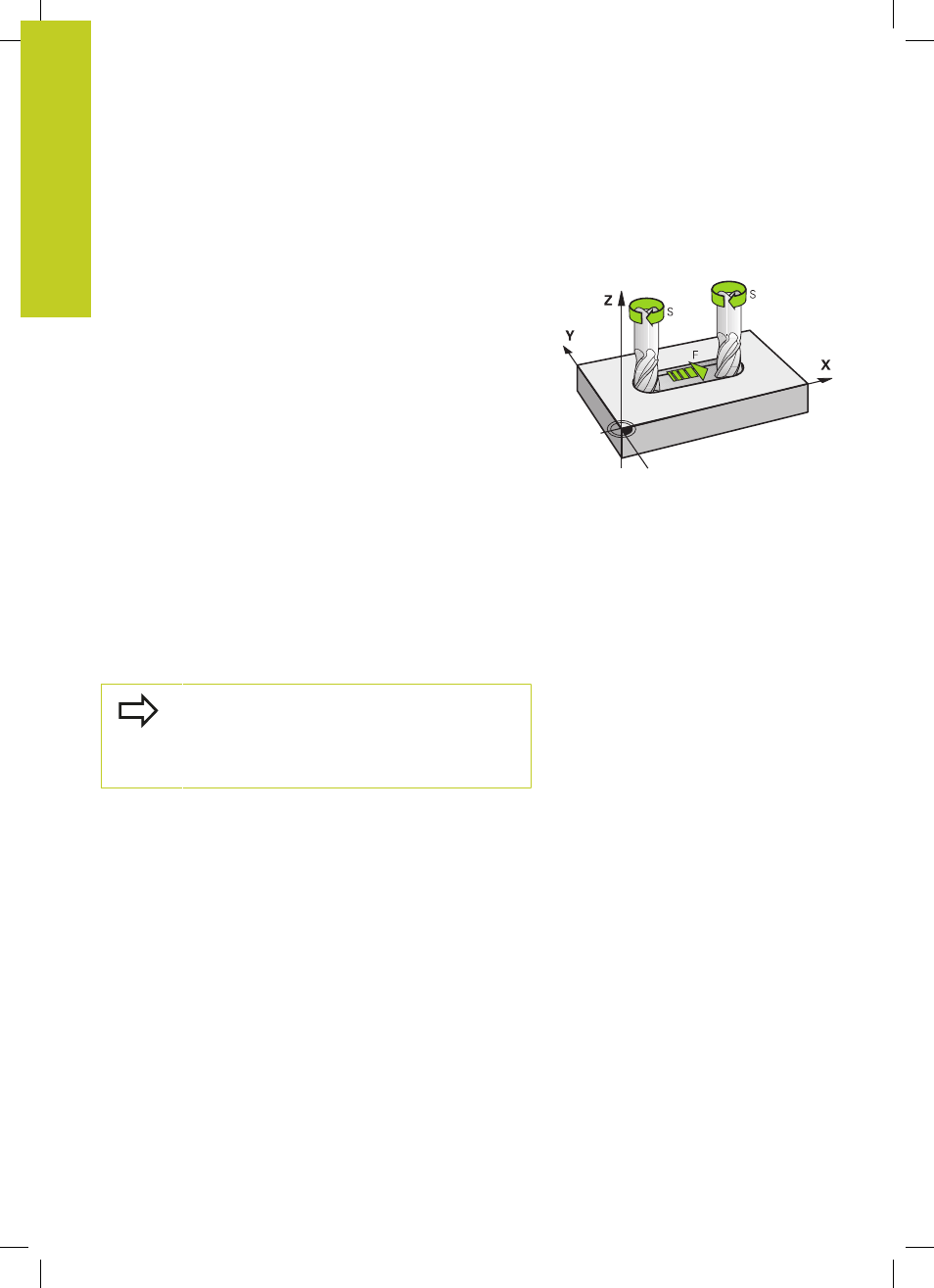
Feed rate F
The feed rate
F is the speed (in millimeters per minute or inches
per minute) at which the tool center point moves. The maximum
feed rates can be different for the individual axes and are set in
machine parameters.
Input
You can enter the feed rate in the
TOOL CALL block and in every
positioning block . In millimeter-programs you enter the feed rate
in mm/min, and in inch-programs, for reasons of resolution, in 1/10
inch/min.
Rapid traverse
If you wish to program rapid traverse, enter
F MAX. To enter FMAX,
press the
ENT key or the FMAX soft key when the dialog question
FEED RATE F = ? appears on the control's screen.
To move your machine at rapid traverse, you can also
program the corresponding numerical value, e.g.
F30000. Unlike FMAX, this rapid traverse remains in
effect not only in the individual block but in all blocks
until you program a new feed rate.
Duration of effect
A feed rate entered as a numerical value remains in effect until a
block with a different feed rate is reached.
FMAX is only effective in
the block in which it is programmed. After the block with
FMAX is
executed, the feed rate will return to the last feed rate entered as a
numerical value.
Changing during program run
You can adjust the feed rate during program run with the feed-rate
potentiometer F.