Program steps – ACU-RITE MILLPWR 2 Axes User Manual
Page 91
PROGRAM STEPS
MILLPWR
®
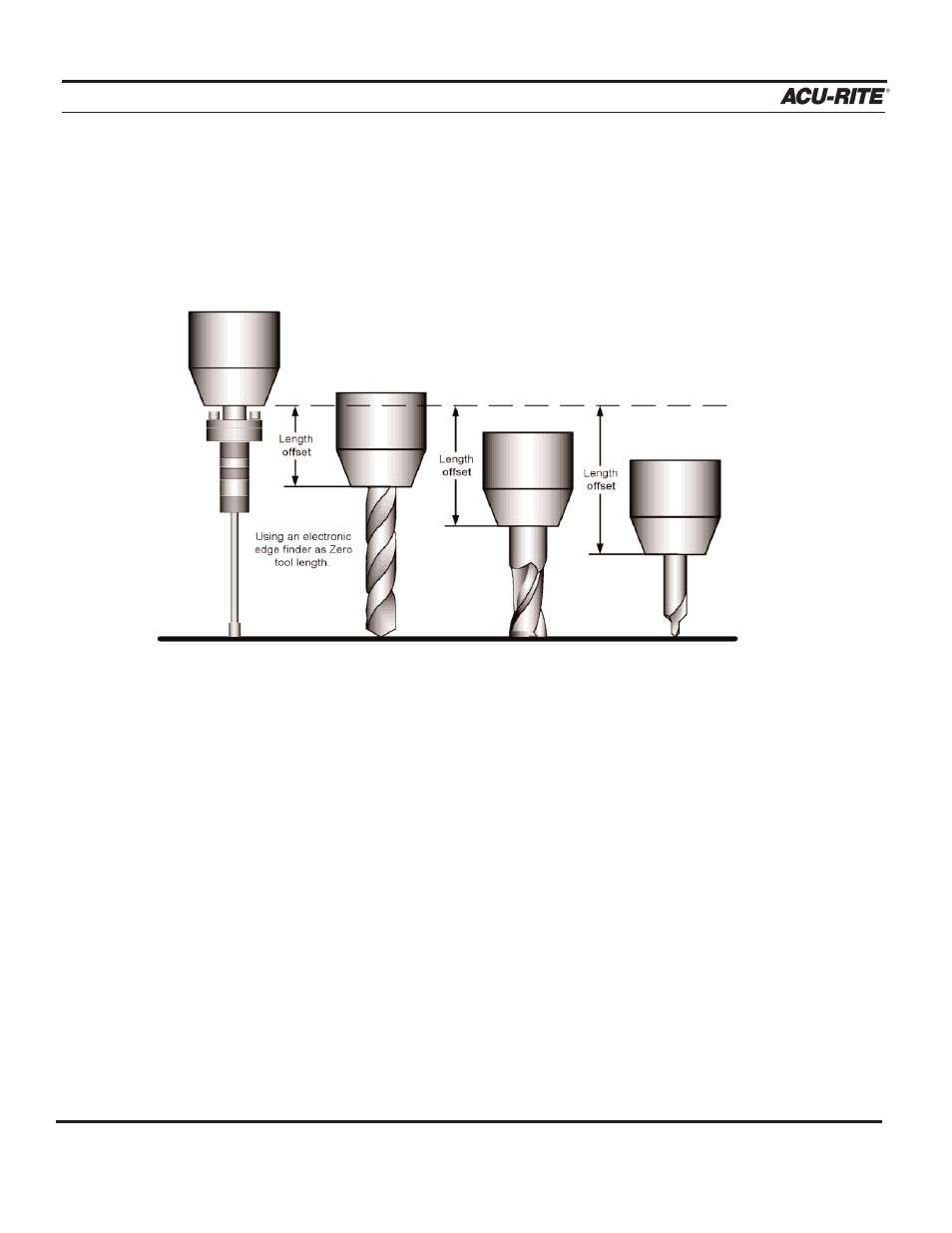
Programming a Tool Step with Repeatable Tool Length Offsets
If you begin setting the tool length offsets by setting Datum using an electronic edge finder
it must have a fixed and repeatable length. The current tool information cannot have a
length value. All of the tool length offsets in the program will be the difference in length
between the tool and the edge finder.
When defining tool length offsets in the Tool Step, touch each tool to the same surface and
press the
TEACH TOOL LENGTH
softkey to establish the tool length.
Once you have identified the tools you will be using, you can program the length offsets
into the tool steps.
Entering the first tool
Set the Z-axis Datum with a tool or standard using no tool length offset. In this example, the
first tool in the program is used to set datum zero. If you wish to use an electronic edge
finder or tool holder with a repeatable standard, then place it into the spindle instead, and
set datum. Then you find the tool length offset for tool 1 as well.
Operation Manual
5-2