Setup – ACU-RITE MILLPWR 2 Axes User Manual
Page 178
SETUP
MILLPWR
®
Operation Manual
•
Place the selected tool in the spindle. A
MOVE TABLE
softkey is available to help you
move away from the workpiece if necessary. You can program a position move prior to
the tool step to automatically move off the part before changing the tool.
•
Press the
GO
key to confirm that you have installed the tool. The program will resume.
Changing to a Tool of unknown, but repeatable length when executing a program
When running a program, it is easy to use tools of unknown but repeatable lengths, such as a
counter bore placed in an end mill holder. As long as the counter bore does not leave the end
mill holder, its length will repeat each time it is placed in the spindle. Since the tool length
remains the same, you can teach this length to
MILLPWR
when creating the program without
having to enter the tool into the Tool Library.
•
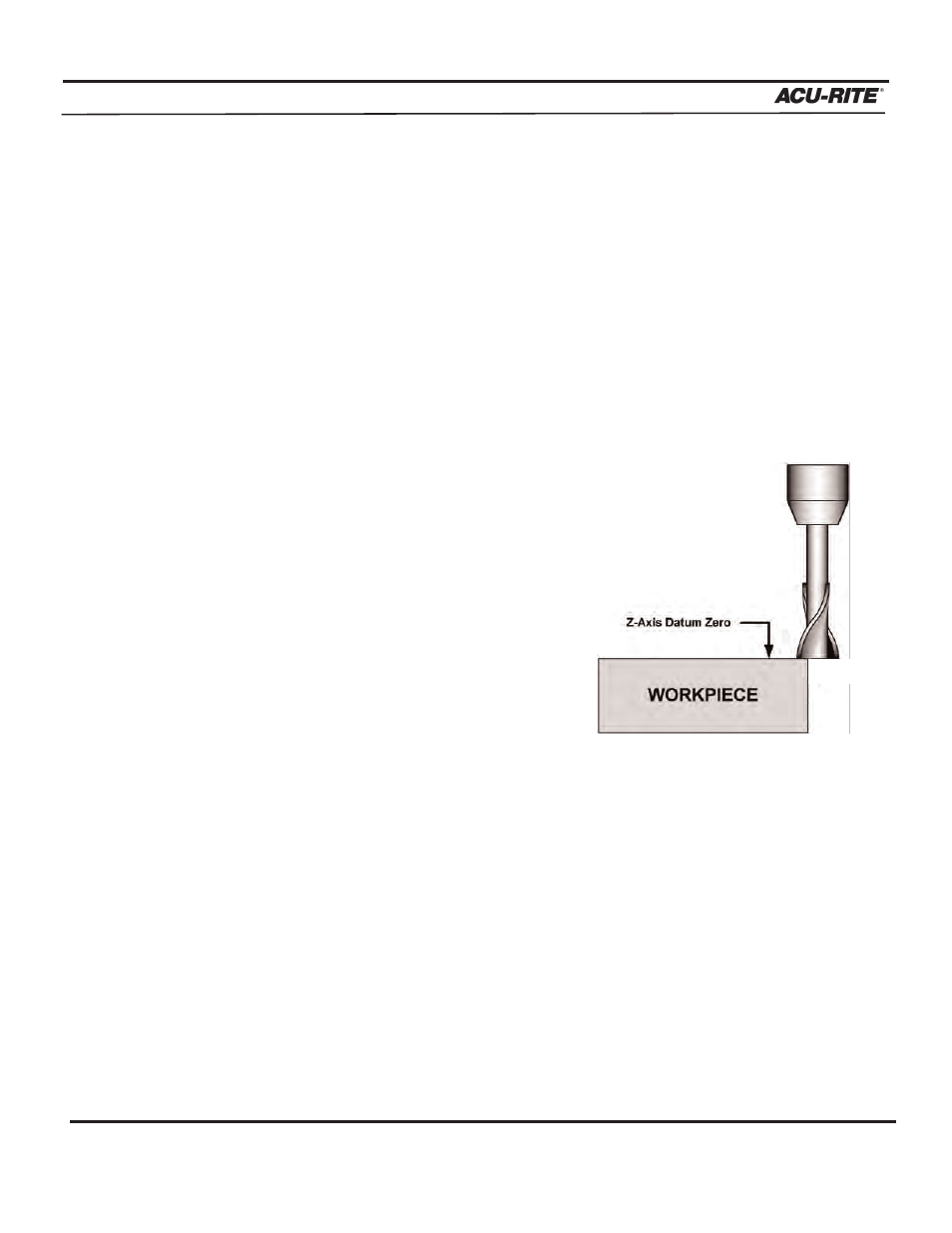
Be sure the Z-axis datum was set using a tool from
the library (See: Using the Tool Library above).
•
When programming the tool step, enter the tool
diameter, then place the tool in the spindle and touch
Z-datum.
•
Highlight the length field and press the
TEACH TOOL
LENGTH
softkey. The tool length offset will appear
in the length field.
•
Enter any of the remaining information you need in
the tool step and press
USE
.
When this tool step is executed, the length offset will take
effect and the tool tip will be offset correctly.
Changing to a Tool of unknown, non-repeatable length when executing a program
When running a program, it is possible to switch between tools of known length from the
library, to tools that have a non-repeatable length such as a counter-bore held in an R-8 collet.
Follow this program as an example:
Step 1 is a tool step, tool 1-a center drill-programmed from the tool library and is repeatable.
Step 2 in the program is a bolthole pattern.
Step 3 is a tool step using tool 2-a drill-from the library and is also repeatable.
Step 4 is the same hole pattern repeated.
Step 5 is a tool step programmed as a counter bore of unknown length and does not repeat.
Step 6 is the same hole pattern repeated.
7-9