Setup – ACU-RITE MILLPWR 2 Axes User Manual
Page 173
SETUP
MILLPWR
®
Operation Manual
7-4
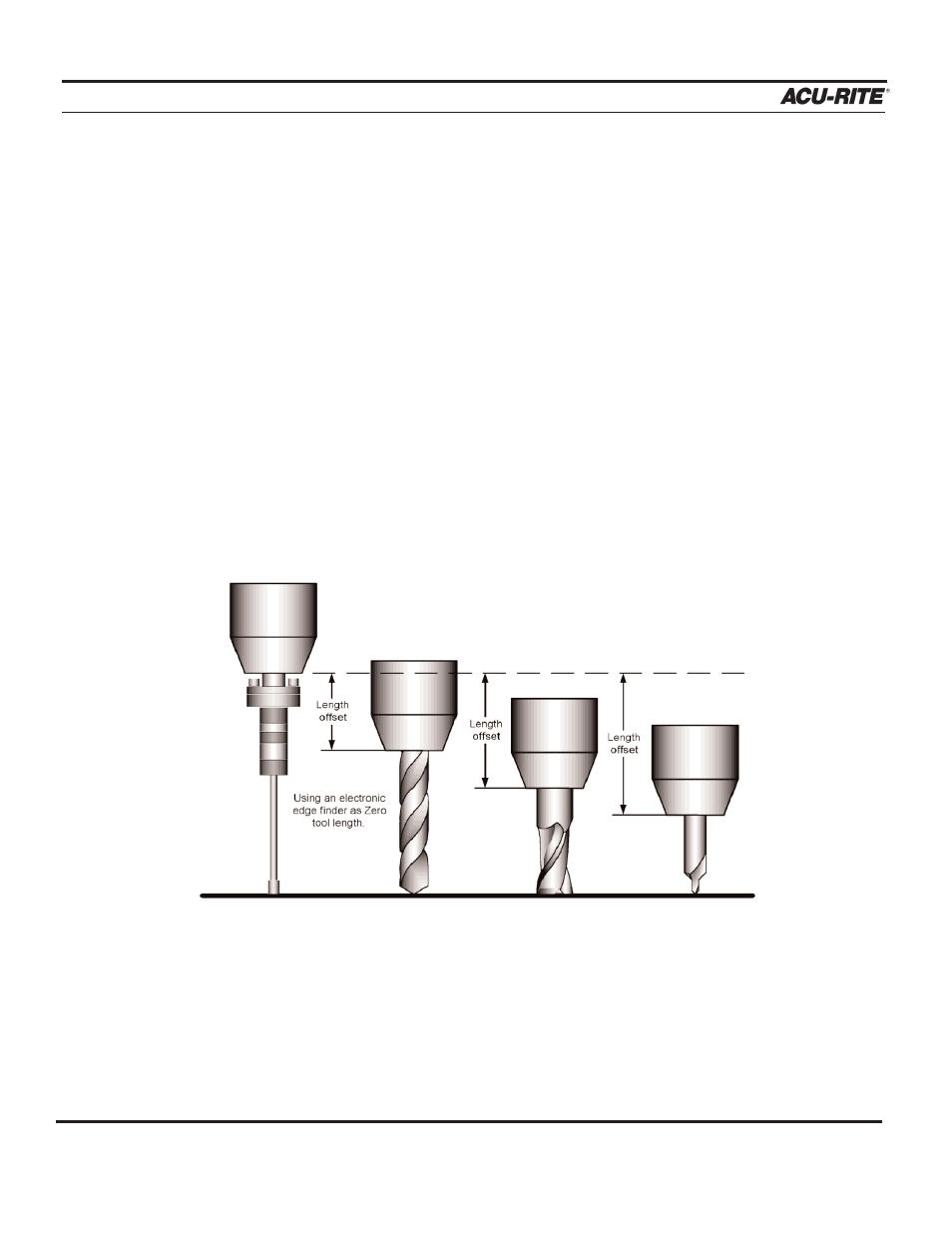
Using the Tool Library with Repeatable Tool Length Offsets
If you have repeatable tooling, keeping a tool library for frequently used tools,
saves you time by not requiring you to enter the tool information every time you
program the tool.
When running G-code programming, the tool length for each tool in the program is
retrieved from the library. For example, in a G-code program, “T1 M6” will cause
MILLPWR
to prompt the operator to load tool 1 into the spindle. The tool length off
set from tool #1 in the
MILLPWR
tool library is retrieved and used to adjust the Z-
axis position. The code T2 uses the length offset of tool 2, etc. This feature takes
advantage of the repeatable tooling systems, freeing the operator from having to
reset the Z-datum for each tool change.
If the Tooling is not repeatable, you should not place any length information into
the tool library.