Setup, Operation manual – ACU-RITE MILLPWR 2 Axes User Manual
Page 188
SETUP
MILLPWR
®
Operation Manual
7-19
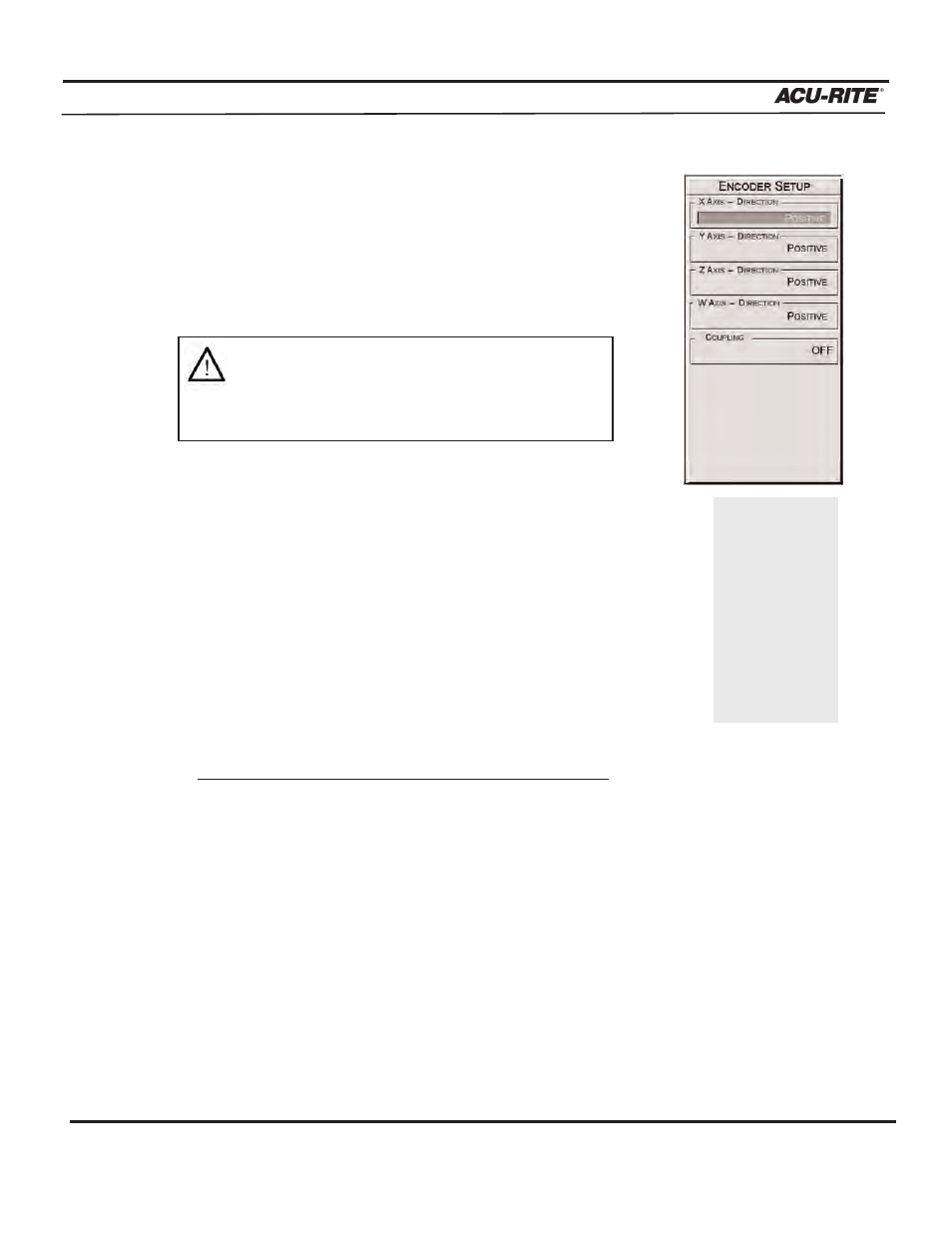
Encoder Setup
When this
MILLPWR
system was installed, the encoder count direc-
tion should have been established for each axis. Each scale should
have been assigned to move in either a positive or negative count
direction, depending on how and where the scales were mounted to
the machine.
You can change the count direction for the Z- and W-axes. The Z-
axis measures the movement along the quill, and the W-axis measures
movement along the knee.
With
MILLPWR’s
coupling feature, you can add, subtract, or average the
movements of two parallel axes—in this case the Z- and W-axes.
Coupling the Z-axis with the W-axis allows you to maintain your Z-axis
datum and tool offsets whether you move the Z-axis or the W-axis.
When the axes are coupled, both change the Z-axis DRO count value.
To change the encoder direction and coupling settings:
•
From Installation Setup, highlight “Encoder Setup” and press
ENTER
.
•
Highlight the axis you wish to change. Now use the
NEGATIVE
and
POSITIVE
softkeys to change the count direction.
•
Highlight “Coupling,” and use the
OFF
,
COUPLE Z+W
and
COUPLE Z-W
softkeys
to change coupling.
•
Press the
USE
key.
•
Continue with Setup or press the
USE NEW SETTINGS
softkey.
Be careful
about changing
the count direc-
tion and then
running an old
program—you
could get some
pretty strange
results!
You shouldn’t have to change your X- and Y-
axes encoder directions. Should you want the
count directions changed, please contact your
ACU-RITE distributor.