2 pr eset ting aut o matically – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles User Manual
Page 89
HEIDENHAIN iTNC 530
89
3.2 Pr
eset
ting aut
o
matically
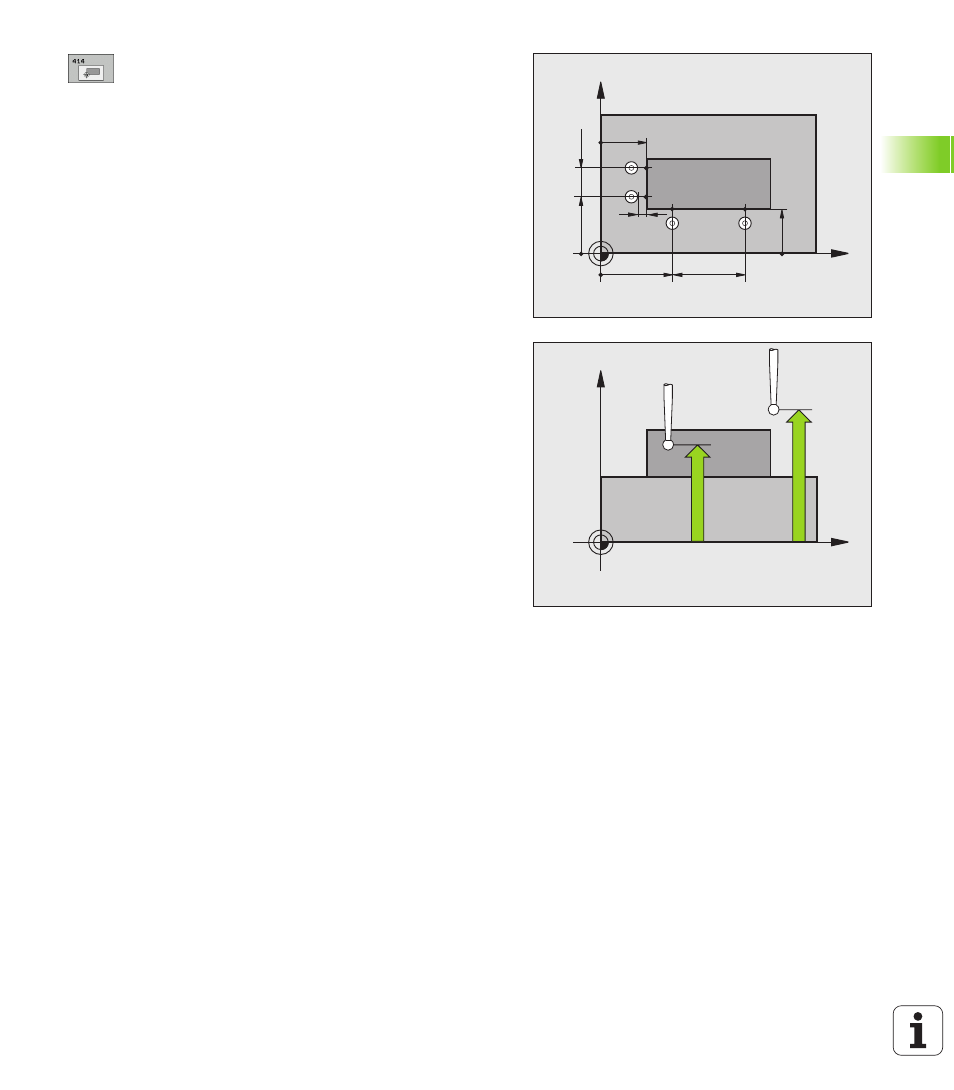
1st measuring point in 1st axis
Q263 (absolute):
coordinate of the first touch point in the reference
axis of the working plane.
1st measuring point in 2nd axis
Q264 (absolute):
coordinate of the first touch point in the minor axis of
the working plane.
Spacing in 1st axis
Q326 (incremental): Distance
between the first and second measuring points in the
reference axis of the working plane.
3rd measuring point in 1st axis
Q296 (absolute):
coordinate of the third touch point in the reference
axis of the working plane.
3rd measuring point in 2nd axis
Q297 (absolute):
coordinate of the third touch point in the minor axis of
the working plane.
Spacing in 2nd axis
Q327 (incremental): Distance
between third and fourth measuring points in the
minor axis of the working plane.
Measuring height in the touch probe axis
Q261
(absolute): Coordinate of the ball tip center (= touch
point) in the touch probe axis in which the
measurement is to be made.
Setup clearance
Q320 (incremental): Additional
distance between measuring point and ball tip. Q320
is added to MP6140.
Clearance height
Q260 (absolute): Coordinate in the
touch probe axis at which no collision between tool
and workpiece (fixtures) can occur.
Traversing to clearance height
Q301: Definition of
how the touch probe is to move between the
measuring points:
0: Move at measuring height between measuring
points
1: Move at clearance height between measuring
points
Execute basic rotation
Q304: Definition of whether
the TNC should compensate workpiece misalignment
with a basic rotation:
0: No basic rotation
1: Basic rotation
X
Y
Q297
Q263
Q326
Q264
Q296
Q327
MP6140
+
Q320
X
Y
Q261
Q260