1 measur ing w o rk piece misalignment – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles User Manual
Page 51
HEIDENHAIN iTNC 530
51
3.1 Measur
ing W
o
rk
piece Misalignment
1st measuring point in 1st axis
Q263 (absolute):
coordinate of the first touch point in the reference
axis of the working plane.
1st measuring point in 2nd axis
Q264 (absolute):
coordinate of the first touch point in the minor axis of
the working plane.
2nd measuring point in 1st axis
Q265 (absolute):
coordinate of the second touch point in the reference
axis of the working plane
2nd measuring point in 2nd axis
Q266 (absolute):
coordinate of the second touch point in the minor axis
of the working plane
Measuring axis
Q272: Axis in the working plane in
which the measurement is to be made:
1: Reference axis = measuring axis
2: Minor axis = measuring axis
Traverse direction 1
Q267: Direction in which the
probe is to approach the workpiece:
-1: Negative traverse direction
+1: Positive traverse direction
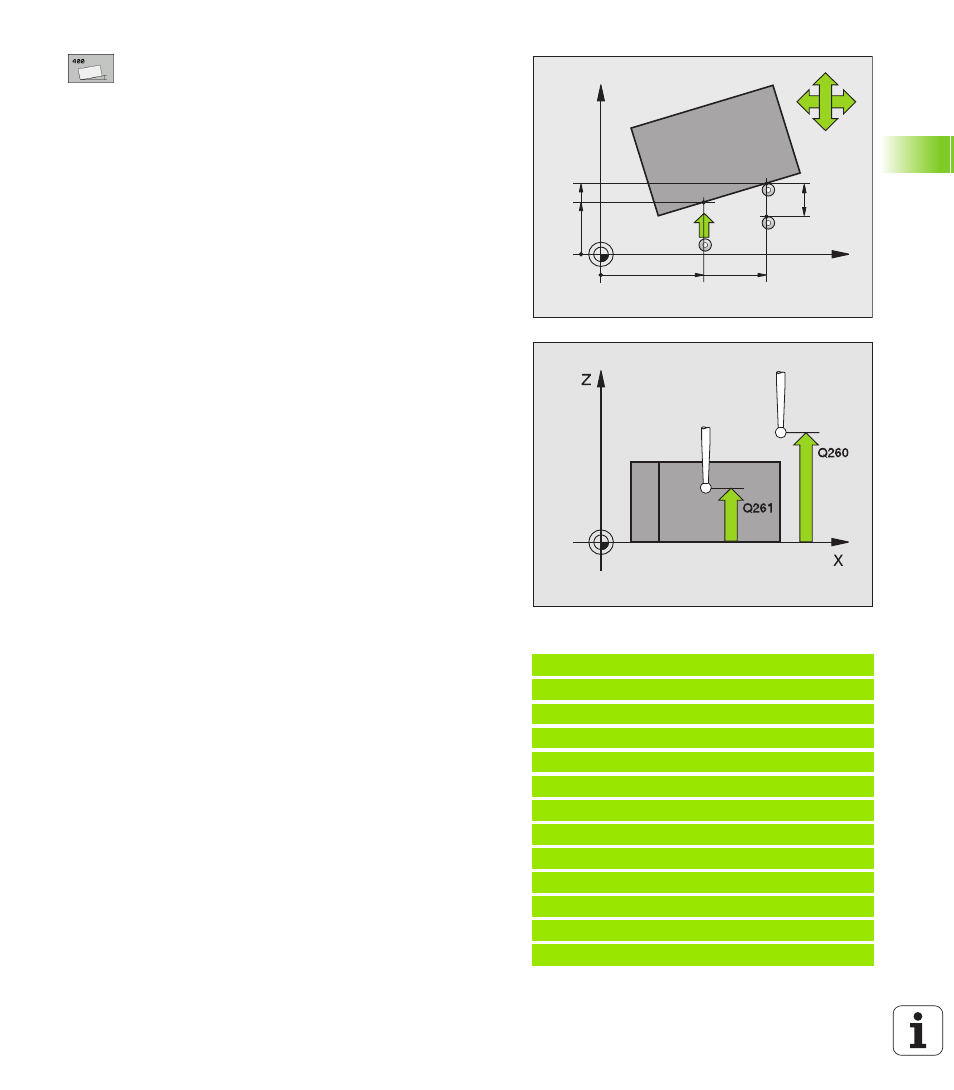
Measuring height in the touch probe axis
Q261
(absolute): Coordinate of the ball tip center (= touch
point) in the touch probe axis in which the
measurement is to be made.
Setup clearance
Q320 (incremental): Additional
distance between measuring point and ball tip. Q320
is added to MP6140.
Clearance height
Q260 (absolute): Coordinate in the
touch probe axis at which no collision between tool
and workpiece (fixtures) can occur.
Traversing to clearance height
Q301: Definition of
how the touch probe is to move between the
measuring points:
0: Move at measuring height between measuring
points
1: Move at clearance height between measuring
points
Default setting for basic rotation
Q307
(absolute): If the misalignment is to be measured
against a straight line other than the reference axis,
enter the angle of this reference line. The TNC will
then calculate the difference between the value
measured and the angle of the reference line for the
basic rotation.
Preset number in table
Q305: Enter the preset
number in the table in which the TNC is to save the
determined basic rotation. If you enter Q305=0, the
TNC automatically places the determined basic
rotation in the ROT menu of the Manual mode of
operation.
Example: NC blocks
5 TCH PROBE 400 BASIC ROTATION
Q263=+10
;1ST POINT 1ST AXIS
Q264=+3.5
;1ST POINT 2ND AXIS
Q265=+25
;2ND POINT 1ST AXIS
Q266=+2
;2ND POINT 2ND AXIS
Q272=2
;MEASURING AXIS
Q267=+1
;TRAVERSE DIRECTION
Q261=-5
;MEASURING HEIGHT
Q320=0
;SET-UP CLEARANCE
Q260=+20
;CLEARANCE HEIGHT
Q301=0
;MOVE TO CLEARANCE
Q307=0
;PRESET BASIC ROTATION
Q305=0
;NO. IN TABLE
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
MP6140
+
Q320