1 general information on touch probe cycles, Method of function – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles User Manual
Page 20
20
1 Working with Touch Probe Cycles
1
.1 Gener
a
l Inf
o
rm
ation on T
ouc
h Pr
obe Cy
cles
1.1 General Information on Touch
Probe Cycles
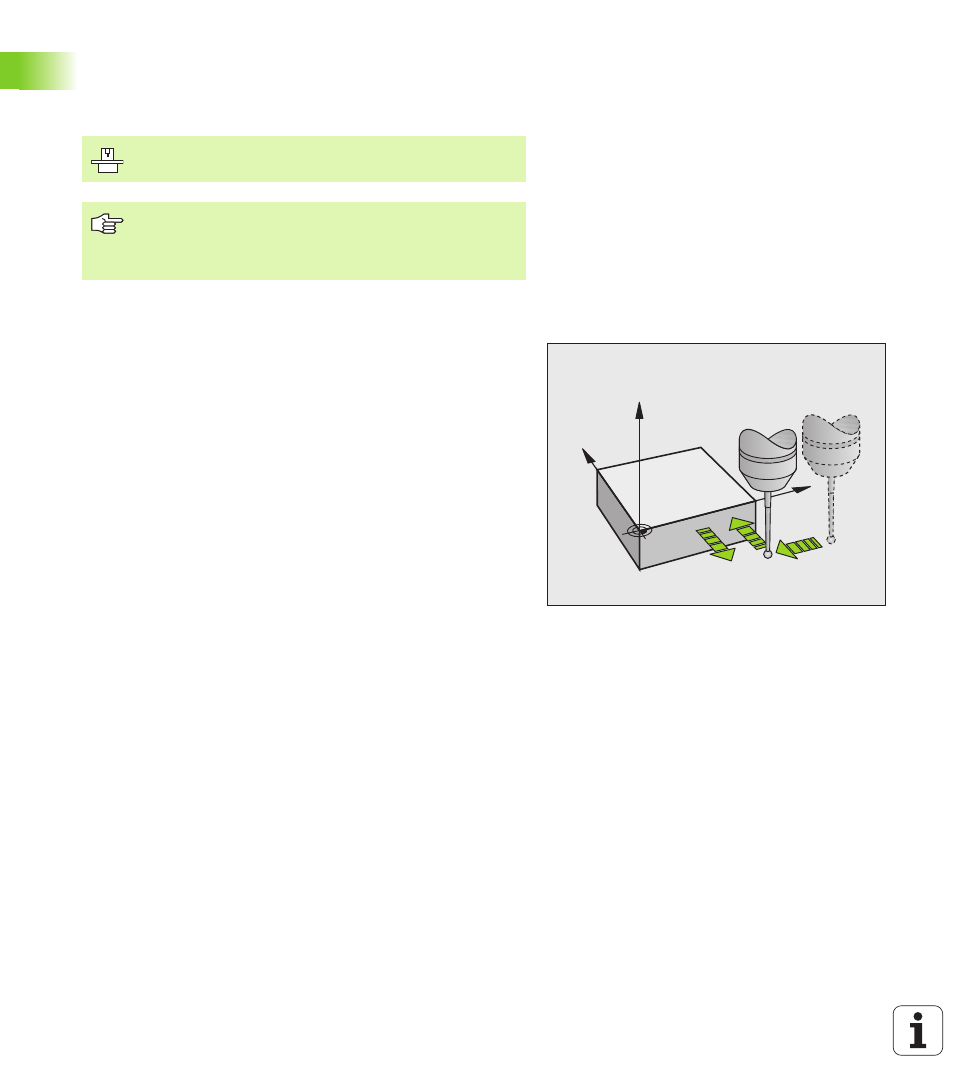
Method of function
Whenever the TNC runs a touch probe cycle, the 3-D touch probe
approaches the workpiece in one linear axis. This is also true during an
active basic rotation or with a tilted working plane. The machine tool
builder determines the probing feed rate in a machine parameter (see
“Before You Start Working with Touch Probe Cycles” later in this
chapter).
When the probe stylus contacts the workpiece,
the 3-D touch probe transmits a signal to the TNC: the coordinates
of the probed position are stored,
the touch probe stops moving, and
returns to its starting position at rapid traverse.
If the stylus is not deflected within a distance defined in MP 6130, the
TNC displays an error message.
The TNC must be specially prepared by the machine tool
builder for the use of a 3-D touch probe.
If you are carrying out measurements during program run,
be sure that the tool data (length, radius) can be used from
the calibrated data or from the last TOOL CALL block
(selected with MP7411).
Y
X
Z
F
F MAX
F