2 pr eset ting aut o matically – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles User Manual
Page 80
80
3 Touch Probe Cycles for Automatic Workpiece Inspection
3.2 Pr
eset
ting aut
o
matically
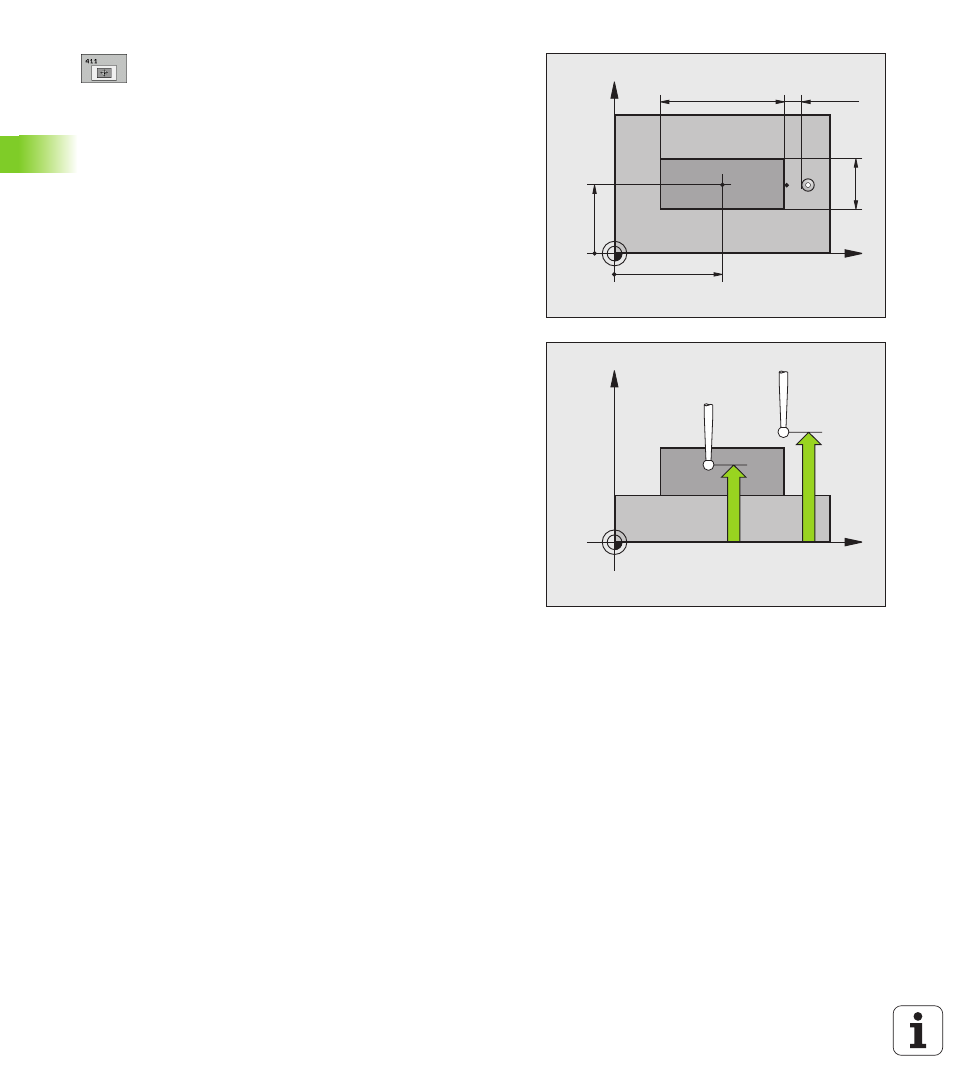
Center in 1st axis
Q321 (absolute value): Center of
the stud in the reference axis of the working plane.
Center in 2nd axis
Q322 (absolute value): Center of
the stud in the minor axis of the working plane.
1st side length
Q323 (incremental value): Stud
length, parallel to the reference axis of the working
plane
2nd side length
Q324 (incremental value): Stud
length, parallel to the secondary axis of the working
plane.
Measuring height in the touch probe axis
Q261
(absolute): Coordinate of the ball tip center (= touch
point) in the touch probe axis in which the
measurement is to be made.
Setup clearance
Q320 (incremental): Additional
distance between measuring point and ball tip. Q320
is added to MP6140.
Clearance height
Q260 (absolute): Coordinate in the
touch probe axis at which no collision between tool
and workpiece (fixtures) can occur.
Traversing to clearance height
Q301: Definition of
how the touch probe is to move between the
measuring points:
0: Move at measuring height between measuring
points
1: Move at clearance height between measuring
points
Datum number in table
Q305: Enter the datum
number in the table in which the TNC is to save the
coordinates of the pocket center. If you enter
Q305=0, the TNC automatically sets the display so
that the new datum is on the stud center.
New datum for reference axis
Q331 (absolute):
Coordinate in the reference axis at which the TNC
should set the stud center. Basic setting = 0
New datum for minor axis
Q332 (absolute):
Coordinate in the minor axis at which the TNC should
set the stud center. Basic setting = 0
X
Y
Q322
Q321
Q324
Q323
MP6140
+
Q320
X
Z
Q261
Q260