Measurement results in q parameters, Classification of results, Tolerance monitoring – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles User Manual
Page 111: 3 a u to matic w o rk piece measur ement
HEIDENHAIN iTNC 530
111
3.3 A
u
to
matic W
o
rk
piece Measur
ement
Measurement results in Q parameters
The TNC saves the measurement results of the respective touch
probe cycle in the globally effective Q parameters Q150 to Q160.
Deviations from the nominal value are saved in the parameters Q161
to Q166. Note the table of result parameters that are listed with every
cycle description.
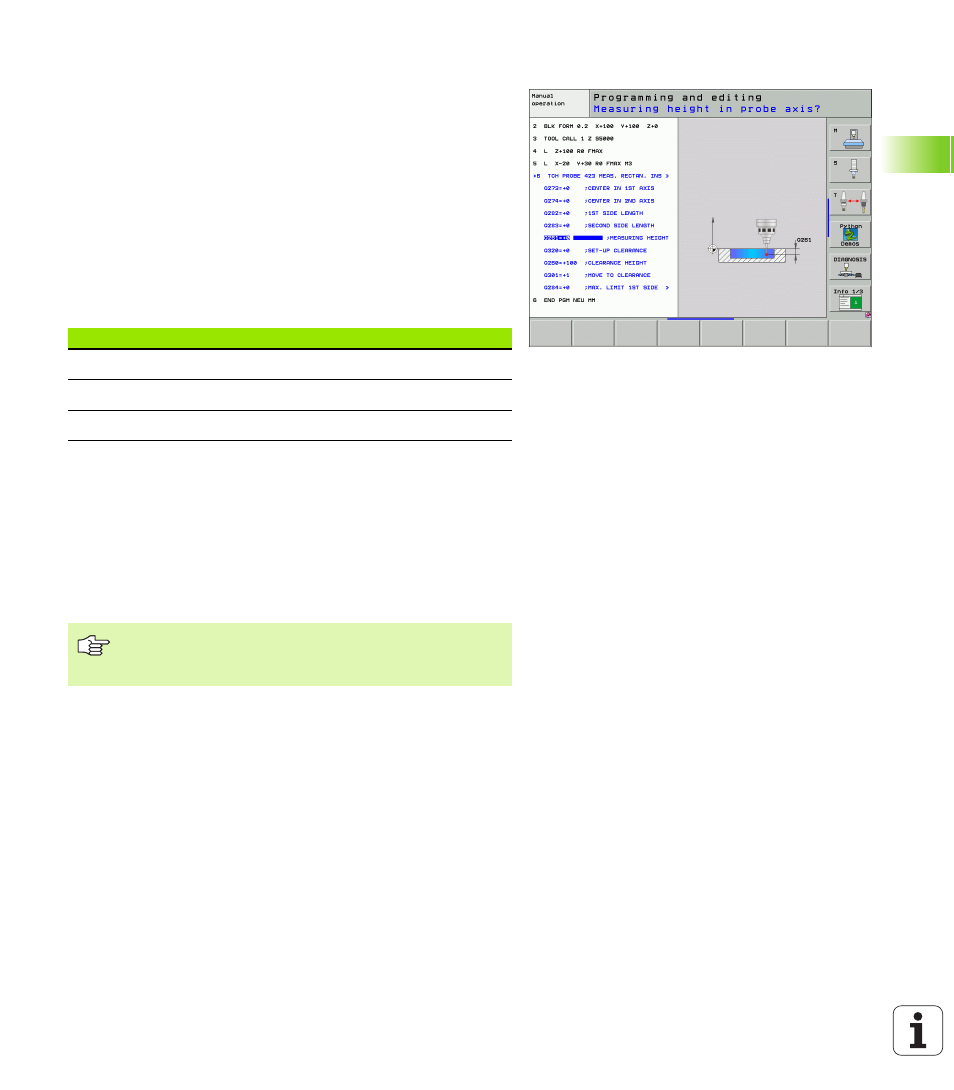
During cycle definition the TNC also shows the result parameters for
the respective cycle in a help graphic (see figure at upper right). The
highlighted result parameter belongs to that input parameter.
Classification of results
For some cycles you can inquire the status of measuring results
through the globally effective Q parameters Q180 to Q182:
The TNC sets the rework or scrap marker as soon as one of the
measuring values falls outside of tolerance. To determine which of the
measuring results lies outside of tolerance, check the measuring log,
or compare the respective measuring results (Q150 to Q160) with
their limit values.
In Cycle 427 the TNC assumes that you are measuring an outside
dimension (stud). However, you can correct the status of the
measurement by entering the correct maximum and minimum
dimension together with the probing direction.
Tolerance monitoring
For most of the cycles for workpiece inspection you can have the TNC
perform tolerance monitoring. This requires that you define the
necessary limit values during cycle definition. If you do not wish to
monitor for tolerances, simply leave the 0 (the default value) in the
monitoring parameters.
Class of results
Parameter value
Measurement results are within tolerance
Q180 = 1
Rework is required
Q181 = 1
Scrap
Q182 = 1
The TNC also sets the status markers if you have not
defined any tolerance values or maximum/minimum
dimensions.