HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 89
89
Dr
illing cy
cles
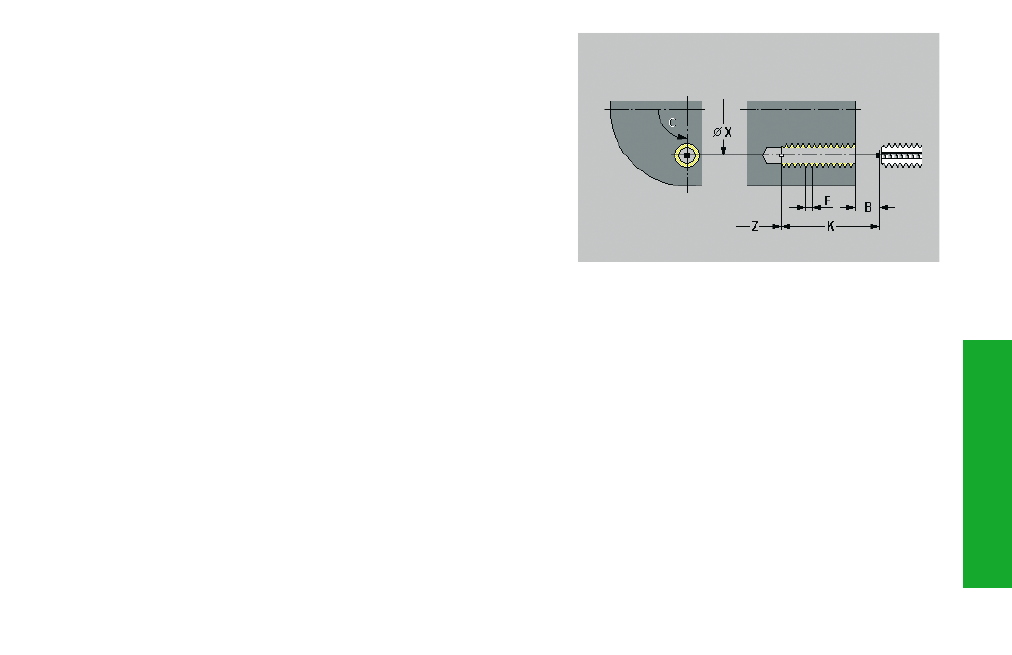
Thread tapping cycle G36
G36 can be used for axial and radial threads. With stationary tools, the
axial thread must lie in the turning center.
Depending on “X/Z“, G36 decides whether a radial or axial drill hole
will be machined.
Parameters
X:
Final point hole for axial thread tapping (X as diameter value)
Z:
End point of thread with radial machining
F:
Feed per revolution – Thread pitch
B:
Run-in length – default: 2 * thread pitch F1
Q:
Number of spindle
• Q=0: For stationary tool (spindle)
• Q=1: For driven tool (auxiliary spindle)
H:
Reference direction – default: 0
reference direction for spindle pitch:
• H=0: Feed rate on Z axis
• H=1: Feed rate on X axis
S:
Retraction speed – default: Same spindle speed as for tapping
K:
Drilling depth (radial drillings: radius) – default: is calculated
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)