HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 79
79
Threadcut cycle group
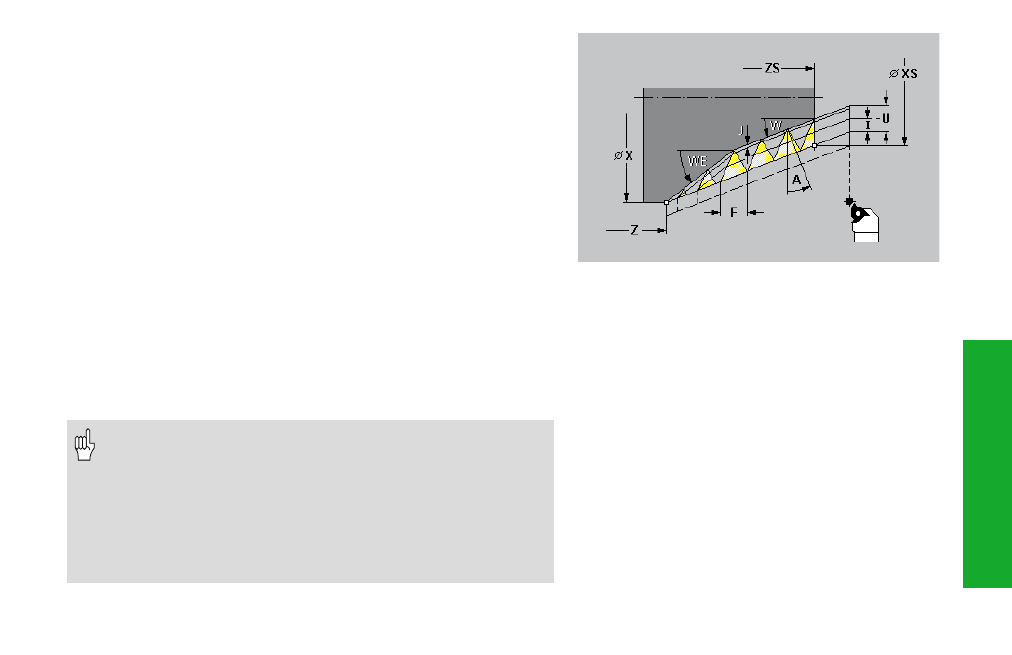
Tapered API thread G352
This cycle cuts a tapered single- or multi-start API thread.The depth of
thread increases at the overrun at the end of thread. The thread
begins at “XS, ZS“ and ends at “X, Z“.
Parameters
XS,ZS: Starting point of thread (XS as diameter)
X, Z:
End point of thread (X as diameter)
F:
Thread pitch
U:
Thread depth
U>0: Internal thread
U<=0: External thread on longitudinal, transverse or rear side
I:
Maximum infeed – default: I is calculated from the thread pitch
and the thread depth
A:
Approach angle– default: 30°; Range: –60° < A < 60°
• A>0: Infeed from right thread flank
• A<0: Infeed from left thread flank
D:
No. gears – Number of grooves – default: 1
W:
Cone angle – default: 0°; Range: –45° < W < 45°
WE:
Run-out angle – default: 12°; Range: 0° < WE < 90°
J:
Remaining cutting depth – default: 1/100 mm
• “Cycle STOP“ only becomes effective at the end of a thread cut.
• The feed rate and spindle speed overrides are disabled during
execution of the cycle.
• Permissible parameter combinations for defining the cone an-
gle:
• XS/ZS, X/Z
• XS/ZS, Z, W
• ZS, X/Z, W