HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 72
72
Recessing cycle
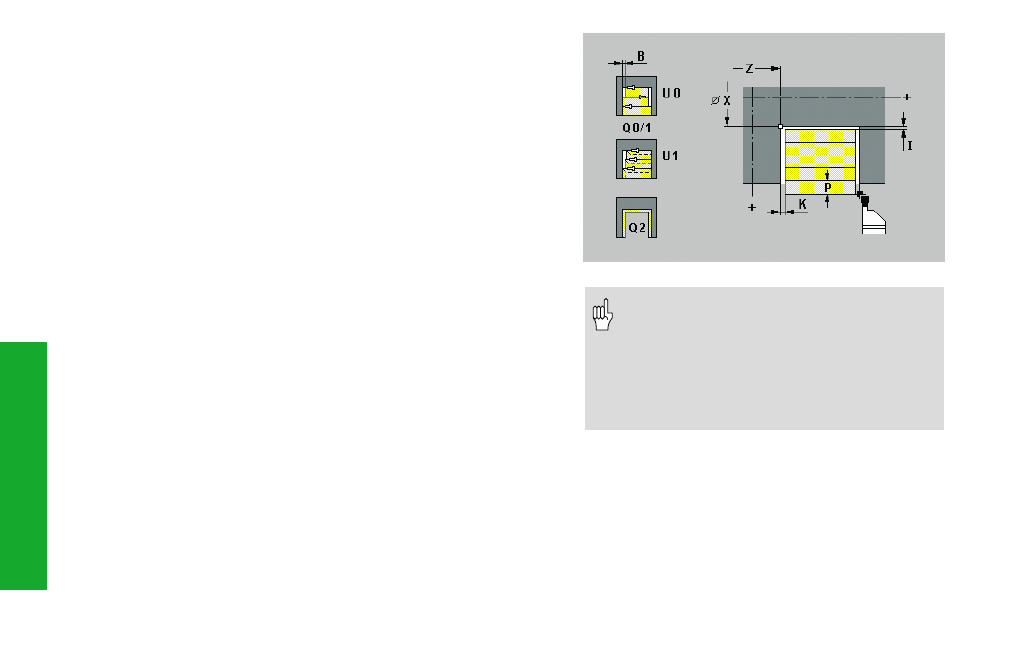
Simple axial recess-turning cycle G811
Simple radial recess-turning cycle G821
G811/G821 machines (recesses) the rectangle described by the tool
position and “X, Z“.
Tool position at end of cycle: cycle starting point.
Parameters
X, Z:
Target point (X as diameter)
P:
(Maximum) plunging depth
I, K:
Oversize in X, Z – default: 0
Q:
Roughing/finishing
• Q=0: Roughing only
• Q=1: Roughing and finishing
• Q=2: Finishing only
U:
Turning operation unidirectional – default: 0
• U=0: Turning operation bidirectional
• U=1: Turning operation unidirectional
G811: in the direction of the main spindle
G821: MANUALplus machines in the direction of the tool position
– “target point X“
B:
Offset width – default: 0
O:
Recessing feed rate – default: active feed rate
E:
Finishing feed rate– default: active feed rate
• Cutter radius compensation: is carried out
• Oversizes: G57/G58 oversizes are taken
into consideration if I and K are not given
in the cycle. The oversizes are deleted
upon cycle completion.
• When Q=2, use “I, K“ to define the
material to be machined during finishing.