HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 81
79
• If you define the parameters, the undercut
is machined to the defined dimensions.
• If you are programming an internal thread, it
is advisable to preset the “FP” since the
diameter of the longitudinal element is not
the thread diameter. If you have
MANUALplus calculate the thread pitch au-
tomatically, slight deviations may occur.
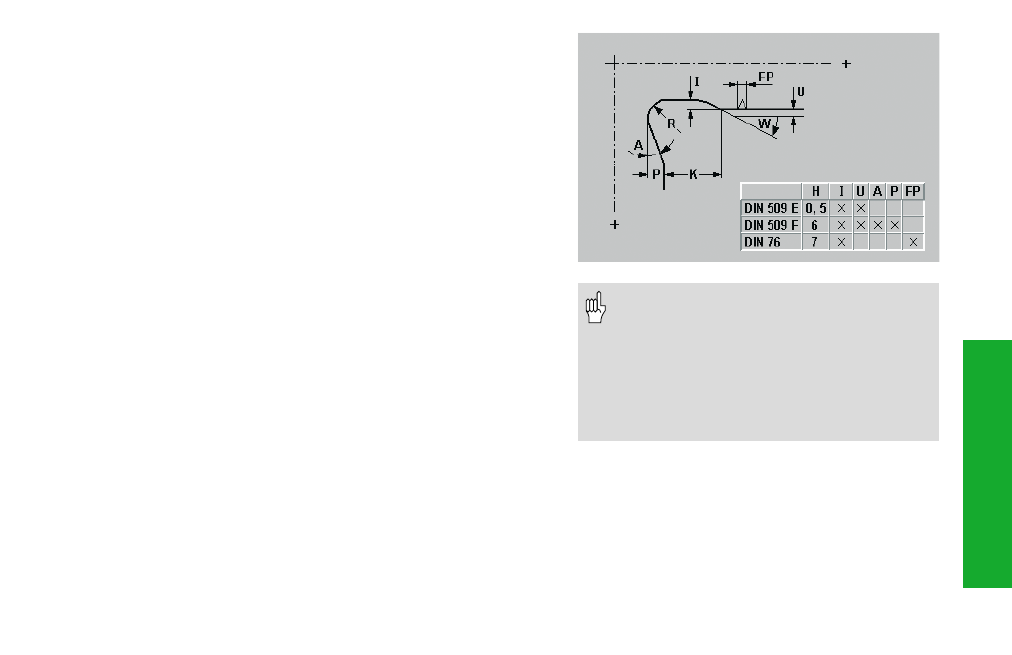
Undercut contour G25
The function G25 enables you to machine various undercuts. These form
elements can then be integrated in roughing or finishing cycles.
If you do not define the following parameters, MANUALplus determines
the values from the diameter or, for undercuts according to DIN 76, from
the thread pitch given in the standard table:
• DIN 509 E:
I, K, W, R
• DIN 509 F:
I, K, W, R, P, A
• DIN 76:
I, K, W, R
Parameters
H:
Type of undercut – default: 0
• 0, 5: DIN 509 E
• 6:
DIN 509 F
• 7:
DIN 76
I:
Undercut depth – default: value from standard table
K:
Undercut width – default: value from standard table
R:
Radius – default: value from standard table
P:
Transverse depth – default: value from standard table
W:
Undercut angle – default: value from standard table
A:
Transverse angle – default: value from standard table
FP:
Thread pitch – default: is calculated from thread diameter
U:
Grinding oversize – default: 0
E:
Reduced feed (the undercut will be performed at the feed
rate E) – default: active feed rate
Undercut cycles