HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 14
14
Single cuts
Circular machining
(With the appropriate soft key, you can select whether
the circular arc is to be machined clockwise or
counterclockwise.)
The tool moves in a circular arc from the “start point X, Z“ to the “end
point contour X2, Z2“ at the programmed feed rate. When the cycle is
completed, the tool remains at the cycle end position.
Contour circular (“with return“)
The tool approaches the workpiece, executes the circular cut and
returns to the “start point“ at the end of the cycle.
Cutting radius compensation is effective in the “with return“
mode.
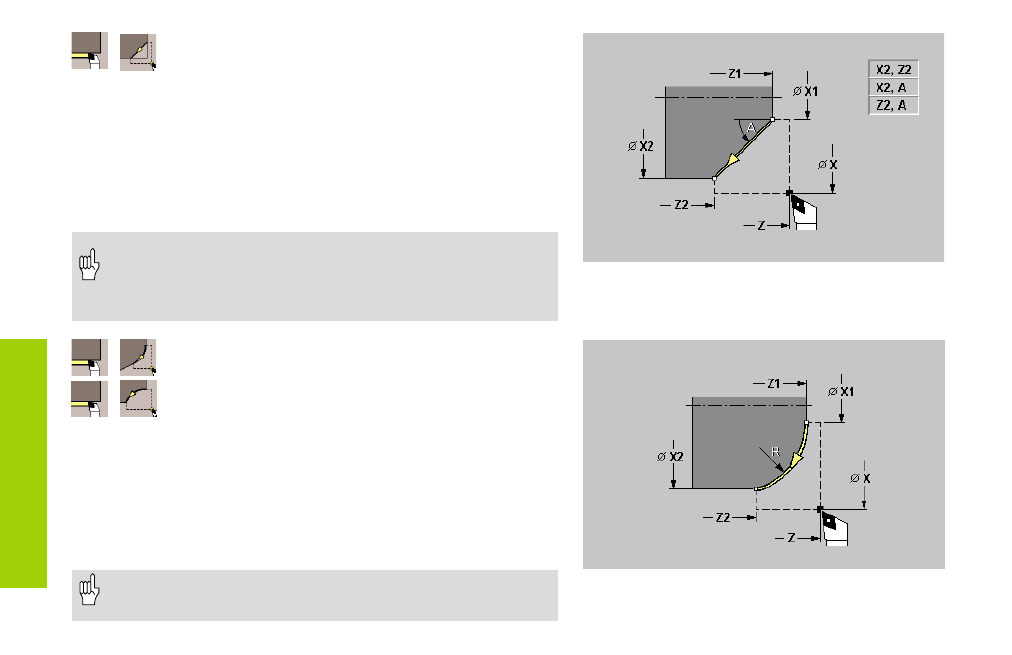
Linear machining at angle
MANUALplus calculates the target position and moves the tool on a
straight line from the “start point X, Z“ to the “target position“. When
the cycle is completed, the tool remains at the cycle end position.
Contour linear angle (“with return“)
MANUALplus calculates the target position. The tool approaches the
workpiece, executes the linear cut and returns to the “start point“ at
the end of the cycle.
• Cutting radius compensation is effective in the “with
return“ mode.
• Parameter combinations for defining the target point:
see support graphics