HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 83
81
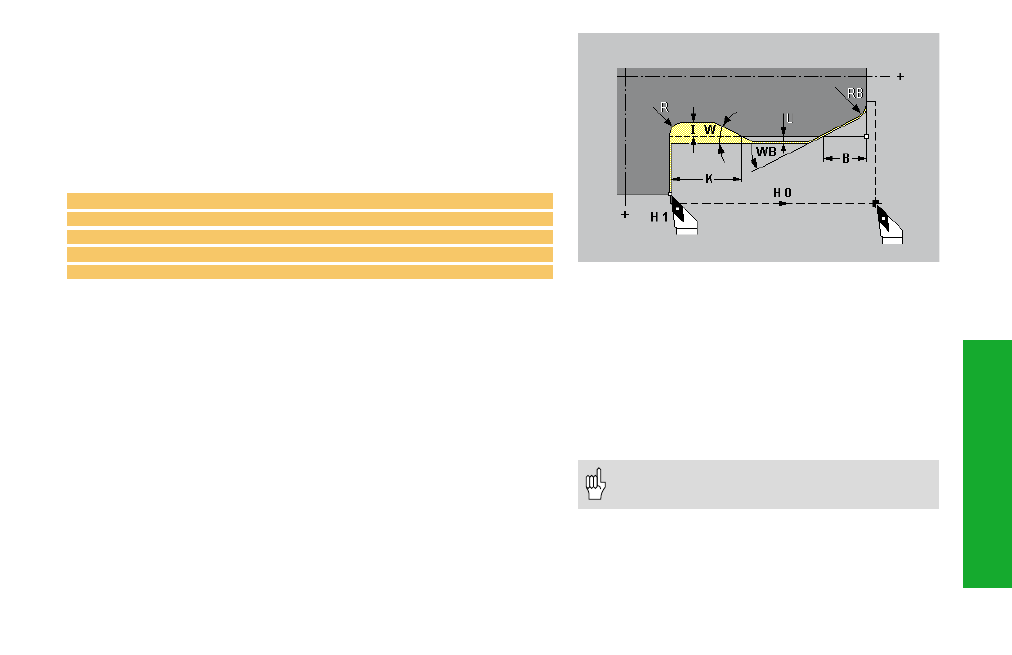
Undercut DIN509 E with cylinder machining G851
Undercut DIN509 F with cylinder machining G852
Undercut DIN76 with cylinder machining G853
G851/G852/G853 execute an undercut, and can also machine a
cylinder start chamfer, the adjoining cylinder and the adjoining end
face.
Meaning of the NC blocks after cycle call (example G851):
N.. G851 I.. K.. W...
/Cycle call with parameters
N.. G0 X.. Z..
/Corner of start chamfer
N.. G1 Z..
/Undercut corner
N.. G1 X..
/Final point of end face
N.. G80
/End of contour description
Parameters
I:
• G851, G852: Undercut depth – default: value from standard table
• G853: Undercut diameter – default: value from standard table
K:
Undercut length – default: value from standard table
W:
Undercut angle – default: value from standard table
R:
Undercut radius – default: value from standard table
P:
Transverse depth – default: value from standard table
A:
Transverse angle – default: value from standard table
B:
Cylinder 1st cut length – default: no chamfer at start of cylinder
RB:
1st cut radius – default: no chamfer radius
WB:
1st cut angle – angle at which chamfer is machined: default: 45°
E:
Reduced feed (the undercut will be performed at the feed
rate E) – default: active feed rate
H:
Departure type – default: 0
• H=0: Tool returns to start point
• H=1: Tool remains at final point of end face
U:
Finishing oversize (in area of the cylinder) –
default: no finishing oversize
FP:
Thread pitch
P:
Oversize (if you enter “P”, the undercut cycle
will be divided into rough-machining and finish-
machining. The value programmed for “P” is
then accounted for as a longitudinal oversize.
The transverse oversize is preset to 0.1 mm.)
• Cutter radius compensation: is carried out
• Oversizes: are not considered
Example G851
Undercut cycles