HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 61
61
Clearance cycle group
Example: Longitudinal roughing cycle G81
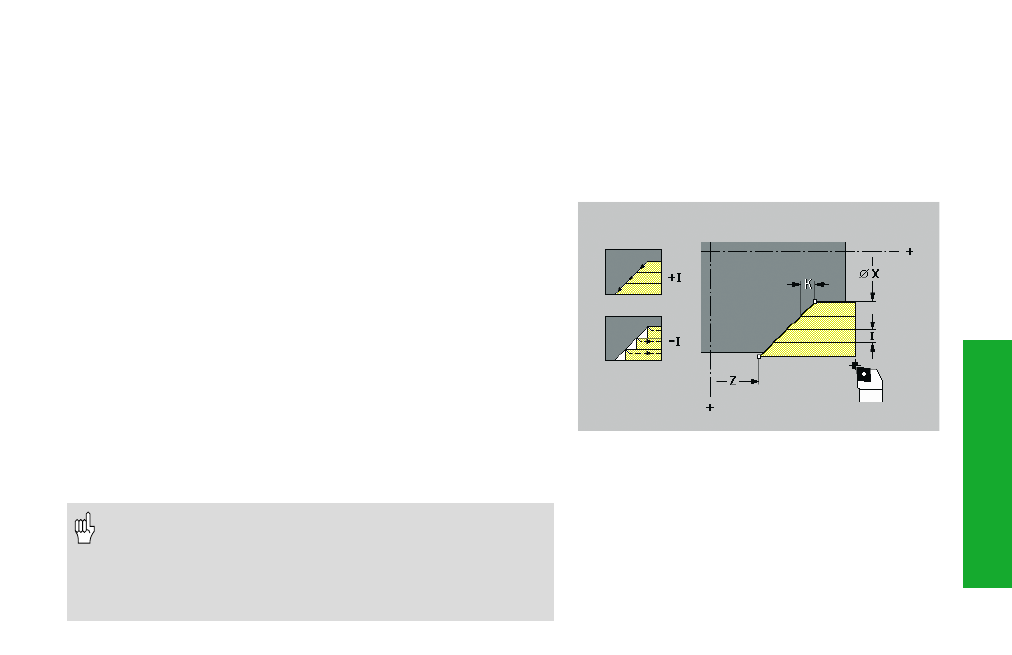
Longitudinal roughing cycle G81
Transverse roughing cycle G82
G81/G82 machines (roughs) the contour area described by the current
tool position and “X, Z“. If you wish to machine an oblique cut, you
must define the angle with I and K.
Parameters
X/Z:
Starting point/end point of the contour (X diameter value)
I/K:
Offset/maximum infeed
• I/K>0: Machine contour line
• I/K<0: Do not machine contour line
Q:
G-function infeed – default: 0
• 0: Infeed with G0 (rapid traverse)
• 1: Infeed with G1 (feed rate)
V:
Return to start point (type of liberation) – default: 0
• 0: Return to cycle start point/last retraction coordinate
• 1: Return to cycle start point in X and Z
• Cutter radius compensation: is not carried out.
• Oversizes: G57 oversizes are taken into consideration. They
remain active after cycle completion.
• Oversizes for inside contours: Enter negative G57
oversizes (only possible with “Free entry“).
• The safety clearance after each cut is 1mm.
End of cycle G80
G80 concludes the contour description after roughing, recess, undercut
and milling cycles. A block with G80 must not contain any other com-
mands.