HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 75
75
Threadcut cycle group
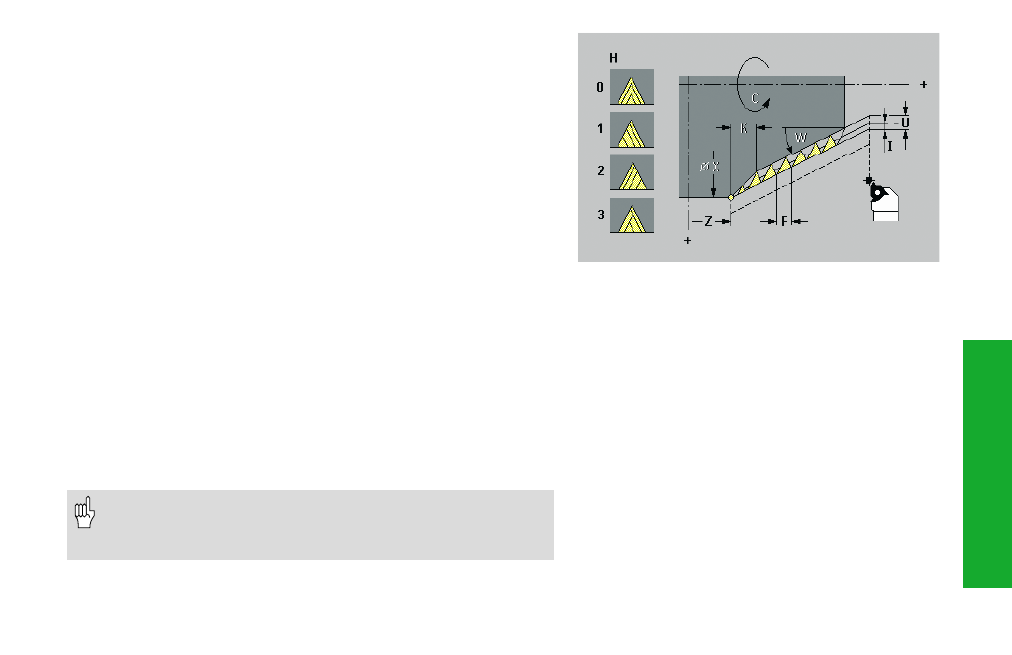
Simple thread cycle G32
G32 cuts a simple thread in any desired direction and position (longi-
tudinal, tapered or transverse thread; internal or external thread). The
thread starts at the current tool position and ends at “X, Z”.
Parameters
X, Z:
End point of thread (X diameter)
F:
Thread pitch
U:
Thread depth
U>0: Internal thread
U<=0: External thread on longitudinal, transverse or rear side
I:
Maximum approach – Maximum infeed distance
B:
Remainder cut – default: 0
• B=0: Division of the last cut into 1/2, 1/4, 1/8, 1/8 cut.
• B=1: No remaining cut division
Q:
Number of air cuts after the last cut – default: 0
K:
Thread overrun at end point of thread – default: 0
W:
Taper angle – default: 0; range: –45° < W < 45°
Position of the tapered thread with reference to longitudinal or
transverse axis.
C:
Starting angle – default: 0
H:
Type of offset – default: 0
• H=0: No offset
• H=1: Offset to the left
• H=2: Offset to the right
• H=3: Offset alternating left and right
• “Cycle STOP“ only becomes effective at the end of a thread cut.
• The feed rate and spindle speed overrides are disabled during
execution of the cycle.